Токарный станок по металлу школьный
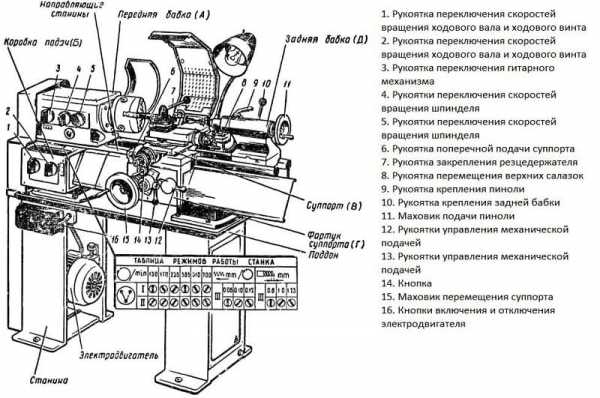
Школьный токарный станок по металлу
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования. Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.

Токарный станок по металлу для школы
Первые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Станок токарный был рассчитан только на обучение. На него можно установить небольшие заготовки до 10 кг и прокат до 16 мм.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
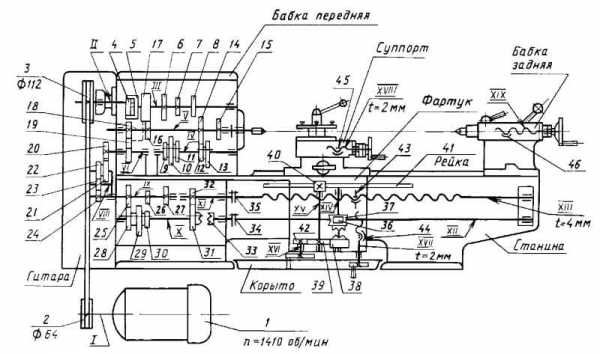
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.
Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Модели школьных станков
Первый токарный станок по металлу Школьник, массово поступивший в мастерские, был ТВ-2, затем ТВШ-2. Изготавливались обе модели в настольном варианте. Отдельные партии ТВШ-2 имели стойки для напольной установки.
За ними последовали в течение нескольких лет усовершенствованные напольные модели: ТВ-3, ТВ-4 и ТВ-6. Все они мало отличались друг от друга, в основном формой корпусов узлов, имели по 3 скорости перемещения суппорта и 6 скоростей вращения шпинделя, могли нарезать по 3 резьбы. Модель ТВ-4 применялась и для работы по дереву, до выпуска специальных деревообрабатывающих токарных станков серии СТД.
 Токарный станок ТВ-6
Токарный станок ТВ-6 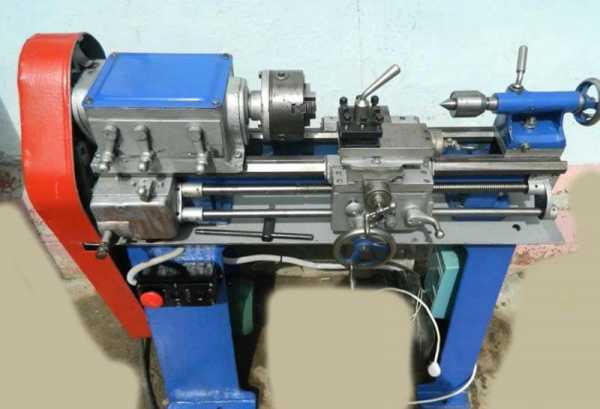 Токарный станок по металлу для школы ТВ2
Токарный станок по металлу для школы ТВ2  Токарный станок ТВ-11
Токарный станок ТВ-11 В школах особенно популярным стал ТВ-6. Он выпускался одновременно с МАГСО на Дубненском заводе Октябрь и поступал в мастерские большими партиями. Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Последующие модели токарных учебных станков: ТВ-7, ТВ-9 и ТВ-11 выпускались в настольном варианте и были модернизированы. Они имели 6 скоростей перемещения суппорта, нарезали 6 резьб. Между собой станки отличались внешним оформлением и межцентровым расстоянием.
| Модель станка | РМЦ, межцентровое расстояние, мм |
| ТВ-7 | 275 |
| ТВ-9 | 525 |
| ТВ-11 | 750 |
Высокую точность при обработке деталей обеспечивали жесткая станина и установленные на шпинделе радиально-упорные регулируемые подшипники.
Комплектация токарных станков Школьник различными приспособлениями делает оборудование универсальным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Настольный токарный станок по металлу школьник
Изначально школьные модели токарных станков предназначены для организации учебного процесса и формирования первичных навыков работы на этом оборудовании. Однако со временем область их применения значительно расширилась. Сейчас школьный токарный станок, предназначенный для обработки металла и деревянных изделий, можно встретить не только в учебных специализированных классах, но и во многих домашних мастерских.
Требования к учебному оборудованию
 Пример школьного токарного станка
Пример школьного токарного станка Такая популярность школьных станков обусловлена простотой их конструкции, возможностью выполнять основные виды токарных работ, а также низкими требованиями к эксплуатации. Однако наряду с этим необходимо учитывать предъявляемые требования к компоновке и эксплуатационным качествам оборудования этого типа.
Главной особенностью конструкции школьных станков являются ее большие размеры. Большинство моделей настольного типа, что значительно снижает требования к условиям монтажа. Благодаря этому обрабатывающий механизм может использоваться в условиях домашней мастерской или небольшого производственного цеха. Но при этом следует учитывать особенности применения школьных станков.
Для полноценного анализа необходимо изучить основные эксплуатационные и технические параметры оборудования:
- производительность. Этот показатель значительно меньше, чем у профессиональных заводских станков. Изначально школьные установки не рассчитаны для массового производства деталей;
- ограничение по размеру заготовок. Так как большинство станков по металлу имеют небольшие размеры — на них можно выполнять токарные работы только для небольших заготовок;
- точность выполнения операции. Управление работой станка в большинстве случаев осуществляется вручную. Это негативным образом сказывается на качестве токарных работ;
- простота в эксплуатации. Для выполнения ремонтных и профилактических работ не понадобится специальное оборудование. Конструкция станка устроена таким образом, что большинство мероприятий можно выполнять самостоятельно, ознакомившись с инструкцией по эксплуатации.
Но одним из главных преимуществ школьных токарных станков является безопасность работы на них. В конструкции предусмотрены компоненты, предотвращающие появление опасных для жизни ситуаций. Обязательными являются установка защитных прозрачных панелей, в наличии имеется устройство принудительного выключения оборудования в случае возникновения сбоев в работе.
В настоящее время школьные токарные модели по металлу практически не выпускаются из-за низкого спроса. Поэтому чаще всего используется оборудование, изготовленное в 70-х и 80-х годах прошлого века.
Конструктивные элементы школьных учебных станков
Конструкция школьной модели ТВ-7Компоновка учебных токарных станков в большинстве случаев классическая. Разница между моделями заключается в их исполнении, настольные или напольные, а также перечнем технических характеристик. Но для актуальности использования данного типа оборудования необходимо ознакомиться с его конструкцией.
Расположение элементов практически любого школьного токарного станка можно охарактеризовать как классическое. На станине, изготовленной из чугуна или металлических листов, монтируются основные блоки оборудования — передняя и задняя бабки, резцедержатель и суппорт. Однако при этом следует учитывать требуемую простоту конструкции. Она заключается в следующем:
- отсутствие коробки передач. Смена режимов происходит вручную;
- изменение скоростей выполняется с помощью ременного привода. Наличие шестеренчатой коробки нецелесообразно, так как это усложнит конструкцию;
- упрощенная конструкция шпиндельной головки. Она предназначена для фиксации заготовки и передачи крутящего момента. В большинстве случаев функция изменения положения продольной оси детали в конструкции станка отсутствует;
- на станине отсутствует выемка для обработки массивных деталей.
Подача охлаждающей жидкости осуществляется за счет встроенной системы. В случае ее отсутствия обработка СОЖ выполняется вручную.
В токарном станке по металлу обязательно должен присутствовать механический тормоз. Он срабатывает во время установки рукояти и управления шпинделем в нейтральное положение. Это обеспечивает минимизацию появления брака во время обработки.
Характеристики и параметры станков для обучения
 Настольная школьная токарная модель
Настольная школьная токарная модель Так как школьное оборудование имеет худшие показатели производительности и относительно низкие технические параметры, к анализу возможностей станка следует подойти профессионально. Для этого необходимо детально изучить паспорт, определить перечень выполняемых операций и требования к характеристикам заготовки.
Определяющим параметром выбора является расстояние от плоскости станины до центров. Аналогичным нему является удаление до оси вращения шпинделя. Таким образом можно определить максимально допустимый диаметр обрабатываемой заготовки. На ее длину влияет расстояние между передней и задней бабками. При этом необходимо учитывать параметры смещения последней.
Дополнительно для полноценного анализа школьного станка изучаются следующие характеристики:
- пределы частот вращения шпиндельной головки;
- номинальная мощность электродвигателя;
- диаметр отверстия шпинделя для установки прутка;
- параметры блока подачи режущего инструмента — значение продольных и поперечных смещений;
- характеристики передвижения пиноли задней бабки;
- виды и параметры формируемой резьбы.
Немаловажным моментом являются размеры и габариты конструкции. От этого зависят требования к ее установке и дальнейшей эксплуатации. Большинство школьных моделей имеют небольшие размеры, что дает возможность выполнить монтаж даже в условиях небольшой домашней мастерской.
Резцедержатель некоторых моделей школьных станков по металлу может предусматривать установку нескольких резцов. Это позволит выполнять различные типы операций по токарной обработке без смены режущего инструмента.
Для корректной эксплуатации оборудования необходимо придерживаться следующих основных правил:
- электрические элементы должны быть заземлены;
- рабочее место обеспечивается хорошим освещением;
- обязательное использование средств индивидуальной защиты;
- перед началом работы необходимо ознакомиться с функциональными возможностями станка, а также техникой безопасности;
- соблюдение правил эксплуатации — своевременное выполнение профилактических и ремонтных работ.
В целом школьный станок, предназначенный для токарных работы по металлу, можно охарактеризовать как надежное недорогое оборудование. Для повышения его функциональности в некоторых случаях выполняется небольшая модернизация.
Для детального ознакомления с возможностями оборудования предлагается посмотреть видеоматериал, в котором подробно описывается работа модели ТВ-4:
Школьный токарный станок для металлообработки
Школьные токарные станки – габаритное станочное оборудование, которое используют для выполнения основных токарных операций с целью проведения политехнического обучения. Применяются в школах и средних специальных учебных заведениях, а также на предприятиях малого и среднего бизнеса. Для оснастки передвижных авторемонтных мастерских гражданского и военного назначения используют малогабаритные модели.
Учебное оборудование: основные требования
Главные преимущества школьных станков – простая конструкция, широкие возможности для выполнения различных токарных работ, практичность и неприхотливость в обслуживании. При этом есть ряд требований к монтажу и непосредственной эксплуатации агрегатов, которые необходимо учитывать. Специалисты рекомендуют выбирать учебные станки, исходя из следующих параметров:
- производительность агрегата. По этому показателю школьные станки значительно уступают аналогам промышленного назначения, поскольку они не предусмотрены для серийного выпуска деталей;
- предельно допустимые размеры заготовок. В основном это небольшие детали с относительно простой конфигурацией;
- низкая точность токарных работ. Из-за ручного управления агрегата добиться высокого качества работ довольно сложно;
- простота обслуживания. Ремонт и профилактические работы проводят своими силами, без применения специального оборудования.
Для безопасной работы школьные станки оснащают компонентами, которые исключают вероятность возникновения ситуаций, опасных для жизни оператора и окружающих: прозрачные защитные панели, приспособления для принудительного отключения станка при сбоях в работе и так далее.
Особенности конструкции школьного токарного станка
Токарное оборудование, которое используют в учебных целях, различают по техническим характеристикам, по типу исполнения и установки (напольные, настольные). При этом оно имеет унифицированную конструкцию.
Станина, выполненная из листового металла или чугуна, предназначена для установки основных рабочих блоков:
- передняя и задняя бабка;
- суппорт;
- резцедержатель.
Конструктив такого станка не предусматривает наличие:
- коробки скоростей. Число оборотов изменяется в ручном режиме. Использование шестеренчатой коробки ведет к усложнению конструкции, потому для изменения скорости предусмотрен ременной привод;
- сложно устроенной головки шпинделя. Она лишь фиксирует деталь (без возможности изменения положения продольной оси) и передает крутящий момент;
- специальной выемки на станине, которая позволяет обрабатывать габаритные заготовки;
- автоподачи СОЖ. Зачастую охлаждающая жидкость подается вручную, редко – при помощи встроенной системы.
Основные технические и эксплуатационные параметры
Перед покупкой школьного токарного оборудования важно определиться с особенностями предстоящих задач и внимательно изучить технические характеристики агрегатов:
- удаленность центров от станины;
- расстояние от плоскости станины до оси вращения шпиндельной головки.
Исходя из этих параметров, определяют максимальный диаметр обрабатываемой детали. Длина заготовки напрямую зависит от удаленности задней и передней бабок, а также от возможности смещения первой.
Кроме того, нужно оценить:
- максимальное число оборотов шпинделя;
- номинальную мощность электромотора;
- особенности продольного и поперечного хода блока подачи режущего инструмента;
- возможности передвижения пиноли задней бабки;
- диаметр отверстия шпинделя для установки прутка;
- разновидность, параметры вытачиваемой резьбы;
- весогабаритные характеристики агрегата.
Стабильная и безопасная работа учебного станочного оборудования обеспечивается при соблюдении следующих правил:
- корректная установка;
- заземление всех электрических элементов;
- достаточный уровень освещения на рабочем месте;
- работа с применением индивидуальных средств защиты;
- четкое знание функциональных особенностей станка и правил техники безопасности;
- соблюдение рекомендаций производителя относительно планового ремонта и техобслуживания агрегата.
Школьные токарные станки – относительно недорогое оборудование, предназначенное для металлообработки. Обладает простой и надежной конструкцией. Допускает некоторую модернизацию.
Школьный токарный станок ТВ 6
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.
фото:задняя бабка токарного станка
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130...170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6