Также просим расценить металл анодированный
Анодирование стали, алюминия

Под анодированием металла понимается процедура наращивания оксидной пленки при помощи анодного окисления. Данная процедура может проводиться практически для любых металлов. Но чаще всего речь идет о стали, алюминии и цветных металлах (в основном титане и тантале). В свою очередь анодирование меди и железа оказывается весьма затруднительно. Связано это с тем, что обозначенные металлы образуют не один устойчивый оксид, а два. Это негативно сказывается на адгезии и существенно увеличивает риск растрескивания оксидной пленки.
Операция анодирования и ее специфика

Здесь видно 2 ванны с промывочной жидкостью (синего цвета) и жидкостью для анодирования (зеленная жидкость)
Анодирование металла как процедура не представляет собой особенной сложности и при желании может быть произведена собственными силами. Выполнение данной операции подразумевает выполнение следующих этапов работы:
Этап 1. Подготовка поверхности металла
Прежде чем приступать к анодному окислению, поверхность металла следует тщательно подготовить: отполировать, отшлифовать. Обезжиривание поверхности производится при помощи органических растворителей (например, бензина, ацетона или спирта). Затем поверхность обрабатывается любой щелочью. В домашних условиях может быть использован обыкновенный мыльный раствор. Черные металлы отлично обезжириваются при помощи раствора едкого калия или натра, который предварительно нагревается до 80 градусов. Что касается алюминия, для него лучше подойдет 10% раствор фосфорнокислотного натрия.
Этап 2. Протравливание (декапирование) поверхности металла
Протравливание металлической поверхности производится с целью удаления окислов, которые препятствуют качественному нанесению нового покрытия. Для проведения процедуры применяется серная кислота (в соотношении 80 миллилитров кислоты на 100 миллилитров вводы с добавлением 2 граммов хромпика.
Этап 3. Анодирование металла
Процесс анодного окисления металла осуществляется в электролитном растворе под воздействием постоянного тока. Важно чтобы емкость, в которой производится анодирование, не пропускала ток. В качестве электролита чаще всего используется 20% раствор серной кислоты.
ВАЖНО! При подготовке электролитного раствора необходимо лить серную кислоту в воду, а не наоборот.
При от отсутствии серной кислоты может применяться раствор пищевой соли и соды.
Сам процесс анодного окисления происходит следующим образом. К аноду при помощи специальной подвески производится крепление изделия из металла, а к катоду – свинцовой пластины (для изделий сложной формы потребуется несколько свинцовых пластин). Расстояние до пластины при этом должно быть не более девяти сантиметров. Процедура проводится при температуре 20 градусов. При этом плотность электрического тока должна варьироваться от 2 до 3 А/кв. дм. Напряжение требуется от 12 до 15 В. Весь процесс занимает порядка одного часа.
Устройства и инструменты
 Прежде чем приступать к анодному окислению, следует подготовить следующее оборудование и инструменты, которые потребуются для выполнения работы:
Прежде чем приступать к анодному окислению, следует подготовить следующее оборудование и инструменты, которые потребуются для выполнения работы:
- фольга из алюминия;
- перчатки резиновые;
- пластиковый контейнер для размещения металлического изделия;
- батареи 9В (от 1 до 8 шт.);
- изолированный кабель (около полутора метров);
- электролитный раствор;
- ложка;
- органический растворитель;
- стакан из пластика;
- клещи;
- устройство, предназначенное для зачистки кабелей.
Установки для анодирования металлов и их конструктивные особенности
Любая крупная установка для анодного окисления – это достаточно непростой комплекс, включающий в себя электрическое, химическое и механическое оборудование. При его выборе следует учитывать ряд значимых моментов:
- Самые высокие эксплуатационные затраты приходятся на процедуры разгрузки, а также загрузки. И именно это делает анодное окисление весьма трудоемкой процедурой.
- Максимальную пропускную способность установка для анодирования определяет мощность выпрямител постоянного тока, при помощи которого и производится анодное окисление. Чаще всего используется выпрямитель с мощностью 25 Ватт. Хорошо, если установка имеет бесступенчатую регулировку напряжения под нагрузкой от нуля до максимального показателя, а также автоматическую функцию возвращения напряжения по окончании цикла в ноль. Качественное анодное окисление предполагает наличие оксидной пленки на поверхности металла. В самом начале процесса анодирования пленка относительно тонкая и имеет маленькое сопротивление. Соответственно, для того, чтобы поддерживать плотность тока достаточно небольшого напряжения. В процессе наращивания толщины оксидной пленки ее сопротивление возрастает, соответственно ток падает. Для того, чтобы на протяжении всей процедуры поддерживалась одинаковая плотность тока, напряжение нужно постепенно и плавно увеличивать. И именно здесь бесступенчатая регулировка напряжения установки для анодирования окажется весьма к месту.
- Контакты между пластинами и шинами предполагают точность конструкции. Поэтому желательно по концам ванн анодирования установить гибкие контактные площадки (например, из меди)
Анодирование различных типов металла
Особенности анодирования меди и ее сплавов
Чаще всего анодирование меди и ее сплавов осуществляется химическим или электрохимическим способами. В результате поверхность материала в большинстве случаев приобретает цветное покрытия.
Для получения пленки из меди применяется кислая или цианистая жидкость. Медные сплавы, в состав которых входят легирующие металлы повергаются анодному окислению намного сложней.
Особенности анодирования серебра
Анодное окисление серебра позволяет придать изначально белому металлу черный, фиолетовый либо синий оттенок без изменения структуры и качественных характеристик обрабатываемого материала. Обработку серебряных изделий специалисты рекомендуют производить при помощи серной печени. При проведении анодирования серебро начинает менять цвет примерно через полчаса. После того, как изделие обретет необходимый цвет, его необходимо достать из жидкости и тщательно промыть сначала горячей, потом теплой и, наконец, холодной водой.
Особенности анодирования титана
Анодирование титана представляет собой обязательную процедуру, основное значение которой заключается в повышении показателя износоустойчивости данного металла. Наличие оксидной пленки придает изделию химическую прочность и изменяет цвет поверхности покрытия. Использоваться для анодного окисления титана могут хромовая, щавелевая или любая другая кислота.
Зависимость цвета оксидной пленки титана от напряжения тока при оксидировании.
Особенности анодирования алюминия
Анодное окисление алюминия требуется, независимо от того, что этот металл может отлично выглядеть и после экструзивной обработки. Связано это с тем, что алюминий в большой степени подвержен коррозии. К тому же он под воздействием целого ряда негативных внешних факторов легко разрушаться.
Для чего нужно анодирование металлов
Сфера применения анодного окисления достаточно разнообразна. Металлы, подвергшиеся анодному окислению, приобретают:
- отличные защитные свойства;
- однородную поверхность;
- отсутствие полос и царапин;
- высокие декоративные характеристики
В последнее время достаточно высокой востребованностью пользуется именно декоративное анодирование металло, которое может производиться как вместе с механической обработкой, так и без таковой.
Чаще всего анодное окисление металла проводят для защиты сплава от развития коррозии.
Ниже представленно коротенькое видео операции анодирования алюминия.
Поделиться:
1 Комментарий
Мир современных материалов - Анодирование металлов
Анодирование металла - это процесс электрохимического наращивания оксидной пленки путем анодного окисления.
Оксидная плёнка, полученная путем анодирования, прочно держится на поверхности своего металла. Возможно формирование оксидной пленки на поверхности металла другим способом - за счет повышения температуры. Но данный процесс возможен только до некоторой толщины, выше которой оксидная пленка трескается, ломается и отслаивается. При анодировании можно получать более толстые оксидные пленки, сохраняющие защитные свойства и прекрасную адгезию к субстрату.
Анодирование возможно практически для любого металла. Однако при анодировании есть ряд требований к росту пленки и ее адгезии. Во-первых, анодируемый металл должен образовывать только один устойчивый оксид. Образование двух различных оксидов ухудшает адгезию и повышает вероятность растрескивания пленки. По этой причине анодирование железа и меди крайне затруднительно. Во-вторых, при хорошей адгезии к металлу оксидная плёнка должна вместе с тем оставаться пористой, чтобы обеспечить беспрепятственный доступ электролита к поверхности металла для лучшего окисления и ее более быстрого роста. Этим требованием удовлетворяет очень мало металлов. Фактически, анодированию подвергают только алюминий, титан и тантал. Наиболее широко распространено анодирование алюминия.
Окисление алюминия на аноде сопровождается выделением кислорода. Наиболее распространёнными являются ванны с серной кислотой. В особых случаях применяют ванны с хромовой или щавелевой кислотой. Разряжаемый кислород частично реагирует с алюминием анода, а частично теряется в виде газа. По этой причине образующаяся оксидная плёнка содержит массу микроканалов, через которые к поверхности металла может поступать электролит. В результате толщина оксидной плёнки может достигать довольно больших значений. Данный механизм иллюстрирует рис. 1.
1 - гидратированный Al2O3; 2.- Al2O3; 3 - основной металл алюминий; 4 - микроканалы внутри плёнки; 5 - электролит (присутствует и внутри микроканалов)
Рис. 1. Механизм роста оксидной пленки алюминия.
В начале анодирования толщина пленки мала, ее сопротивление невелико и для поддержания необходимой плотности тока требуется небольшое напряжение. По мере роста толщины пленки и возрастания ее сопротивления, ток падает. При слишком большой толщине пленки она даже может начать растворяться. По закону Фарадея скорость образования пленки зависит от тока. Поэтому необходимо поддерживать требуемую плотность тока на протяжении всего процесса анодирования. Этого можно достичь постепенно увеличивая прикладываемое напряжение по мере анодирования.
Другой способ состоит в использовании менее крепкой кислоты. Однако ниже определенного значения крепость кислоты уменьшать нельзя. Поскольку в процессе анодирования кислота расходуется, при этом она должна обладать достаточной электропроводностью, иначе повышение прикладываемого напряжения вызовет ее разогрев.
Рабочие параметры процесса анодирования металлов приведены в табл. 1.
Таблица 1. Рабочие параметры процесса анодирования металлов.
| Рабочие параметры | Ванна на основе хромовой кислоты | Ванна на основе серной кислоты | Ванна на основе щавелевой кислоты |
| Крепость | 3% | 10-30% | 3-8% |
| Температура, °С | 40-45 | 20-25 | 25-30 |
| Напряжение, В | 0-40 | 10-20 | 50-100 |
| Плотность тока, мА/см2 | 3-10 | 4-15 | 50 |
| Описание плёнки | Полупрозрачная | Прозрачная | Прозрачная |
| Растворимость плёнки | Слабо растворима | Умеренно растворима | Практически нерастворима |
| Рассеивающая способность | Почти 100% | Меньше | Ещё меньше |
| Время процесса, мин | 10-30 | 10-120 | ~40 |
Ванна не должна содержать более 1% хлоридов. Превышение этого порога повышает риск питтингообразования. По мере протекания процесса нарастает концентрация ионов алюминия. Считается, что эта величина не должна превышать 20 г/л, так как повышение содержания ионов алюминия повышает вязкость. Анод н катод должны отстоять друг or друга как можно дальше. Обычно катод размещают вблизи стенки ванны, а анод - по центру. Получаемая в процессе анодирования оксидная плёнка алюминия пористая, внутри пор накапливаются гидратированные гидроксид и сульфат алюминия, вода и некоторое количество свободной кислоты. После извлечения изделия из кислотной ванны его следует тщательно промыть, чтобы на его поверхности не осталось свободной кислоты.
Важно, чтобы поры в оксидной плёнке оказались в итоге заполненными. Оксидная плёнка алюминия способна поглотить самые разные вещества, которые могут придать ей тот или иной цвет. Заполнение пустот выполняется в водяной ванне при температуре около 80°С в течение нескольких минут в ванну добавляют около 1% карбоната натрия, который должен нейтрализовать свободную кислоту, если она осталась внутри пленки после промывки. Если не требуется дополнительного окрашивания, то анодированную поверхность обрабатывают ацетатом никеля. Он гидролизуется внутри пор пленки, давая осадок белого цвета.
В случае дополнительного окрашивания, после завершения требуется заполнить поры пленок. Состав ванн для окрашивания приведен в табл. 2.
Таблица. 2. Красители, применяемые для окрашивания оксидных плёнок
| Первый раствор | Второй раствор | Образующийся краситель | Внешний вид получающейся плёнки |
| Вода (деионизованная) | — | — | Прозрачная |
| Аммоний-железа оксалат | — | Fe304 | Золотистая |
| Оксалат хрома | — | Сr203 | Зелёная |
| Ацетат кобальта | КМn04 | СоО | Бронзового цвета |
| Ацетат свинца | Аммония гидросульфат | PbS | Коричнево-чёрная |
Эффективность полученных защитных покрытий чаще всего проверяют испытанием в соляном тумане.
Толщина оксидной пленки зависит от цели применения анодированного алюминия:
Архитектурное применение 2-5 мкм
Автомобильное применение 8-10 мкм
Внешние поверхности без регулярного ухода 20 мкм
Твердое анодирование 50 мкм
Литература:
Р. Ангал. Коррозия и защита от коррозии. Изд-во «Интеллект», 2013. – 344 с.Source: http://worldofmaterials.ru/spravochnik/tests/148-korrozionnye-ispytaniya-obshchie-svedeniya
Технология анодирования алюминия и преимущества процедуры
Алюминий – лучший металл для изготовления различных деталей. Его легко обрабатывать, металл имеет легкий вес, высокую прочность и не подвержен коррозии. Но при всех достоинствах внешний вид этого металла не привлекательный. На алюминиевой поверхности очень плохо удерживаются краски, а если на изделие не нанести какое-либо защитное покрытие, то оно покроется темными пятнами. Такая технология, как анодирование алюминия, позволит защитить металл от окисления, а также придаст эффектный внешний вид.
Что такое анодирование?
Анодирование или же анодное оксидирование – процесс, результатом которого является образование на поверхности металла оксидного покрытия. Металл окисляется. Оксидная пленка защищает металлическую поверхность от окислительных процессов, возникающих при взаимодействии алюминия и воздуха. При анодировании окисленное место не удаляется, а формируется более твёрдое покрытие. Технология похожа на воронение.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
После процедуры анодирования металлу не грозит коррозия. Защитная пленка, которая образуется на металле в процессе анодирования, отличается высокой стойкостью к износу. Такое покрытие не отслоится по пришествию времени.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
Существует и другая технология, она предполагает использование растворов углекислого натрия и хлористого натрия. Это сода и соль, которые есть на каждой кухне.

На видео: как работает анодирование.
Преимущества процедуры
Можно выделить несколько преимуществ, которые дает данная технология:
- анодированные алюминиевые профиля приобретают значительные защитные свойства;
- поверхность металла получается матовой и однородной;
- процесс позволяет устранить повреждения на поверхности – царапины, сколы, полосы;
- металл приобретает высокие декоративные свойства;
- толщина защитного слоя достаточно большая.
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Стоит вспомнить советское оружие – РПО-2, РПС-3, РПО-3. Эти ружья были зелеными, а этот цвет является результатом анодирования алюминия. В качестве красителя применяли зеленку, которая продается в каждой аптеке.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Такое покрытие служит основой для покраски. Трудно представить такую высокую адгезию. Если после анодирования алюминиевого профиля окрасить его эпоксидной краской, то получится очень надежное покрытие и эстетичность. Эпоксидная краска будет держаться на поверхности очень много времени.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Данная технология требует хорошего охлаждения деталей – только так можно получить качественный результат. Покрытие будет твердым и износостойким. Так, подводному ружью, которое анодировано таким образом, соленая морская вода уже не сможет навредить.

Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Необходимое оборудование
Мы знаем, что такое анодирование, а теперь следует узнать, какое оборудование для анодирования нужно. Для работы потребуется несколько ванн для разных деталей по размеру. Ванны должны быть алюминиевыми. Еще один вариант – пластик или полиэтилен. Дно и стенку ванны из пластика покрывают алюминиевой фольгой. Это нужно для создания анодно-катодной установки.
Ванна должна обладать хорошими характеристиками теплоизоляции – тогда электролит не будет сильно нагреваться, и его не придется часто менять.
Далее изготавливают катод из свинца. Его делают из листового материала. Площадь этого катода должна быть в два раза выше, чем площадь поверхности обрабатываемой детали. Катодная пластина должна иметь отверстия – через них будут выходить газы.
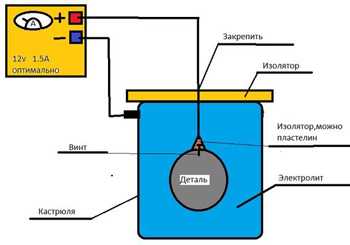
Когда катод готов, следует приготовить электролит, залить его в ванну, окунуть деталь и подключить к плюсовой клемме источника тока. Свинцовую пластину соединяют с минусовой клеммой. Чтобы металл анодировал, подойдет источник питания на 12 В и 1,5 А. Что касается временных затрат, то для небольших деталей процесс займет около получаса. Для процесса анодирования алюминиевого профиля потребуется несколько часов.
Цвет может быть различным в зависимости от режимов анодирования. С помощью анилиновых красителей алюминиевые детали окрашиваются даже в черный цвет.

Для изготовления анодированного алюминия в домашних условиях у каждого в доме есть необходимое оборудование. Это значит, что можно легко создавать эффектные детали, на которых будет прочный защитный и декоративный слой.
Анодированный алюминий (25 фото)
Технология анодирования металла и ее особенности
Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.
Особенности анодированных
Данная процедура широко применяется в промышленных масштабах, кроме того, осуществить самостоятельное оксидирование стали, алюминия или меди можно и в домашних условиях. Последний вариант будет отличаться от профессионального процесса, однако он удобен для обработки небольших деталей.

Изделия, которые на своей поверхности имеют образовавшуюся после анодирования пленку, обладают следующими характеристиками:
- повышенная устойчивость к коррозии;
- увеличивается прочность таких материалов как сталь и алюминий;
- изделие становится нетоксичным;
- отсутствие возможности проведения тока;
- подготовленная поверхность подходит под дальнейшую обработку с помощью гальванического покрытия.
Процедура анодирования металла применяется для производства посуды – обработанные таким методом изделия не пригорают на плите и безопасны для приготовления пищи. Материалы с оксидной пленкой используют при изготовлении некоторых инструментов, строительных материалов, светотехнических приборов, предметов домашнего обихода. Кроме того, обработке подвергаются изделия из серебра.
Широко распространено цветное анодирование, которое позволяет придать деталям разнообразный декор. Окрашенные таким способом изделия имеют более ровный и глубокий цвет.

Обработанные анодированием поверхности инструментов и приспособлений не растрескиваются при эксплуатации, сохраняя первозданный вид на долгий срок. Кроме того, плоскость становится более крепкой, что позволяет ей выдерживать повышенные нагрузки и механическое воздействие.
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.

При дальнейшей цветной окраске изделия нет необходимости производить закрепление анодирования. Существующие лакокрасочные материалы отлично ложатся на пористую поверхность, образуя прекрасное сцепление с ней.

Стоит отметить, что таким анодированием покрывают металлы на промышленных предприятиях. Особо прочный тип покрытия реально получить при твердом типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.
Методика процедуры в домашних условиях
Приступая к самостоятельному анодированию в домашних условиях, необходимо предварительно подготовить все инструменты:
- контейнер для помещения изделия;
- батареи емкостью в 9 в (несколько штук, в зависимости от желаемого результата);
- алюминиевая фольга;
- кабель с хорошей изоляцией;
- раствор электролита;
- клещи.
В качестве экспериментального опыта можно попробовать обработать болты. Толщина готового покрытия – приблизительно 0,05 мм. Изделия необходимо предварительно подготовить. Если были выбраны элементы из нержавеющей стали, заранее обезжирьте их и зашлифуйте.

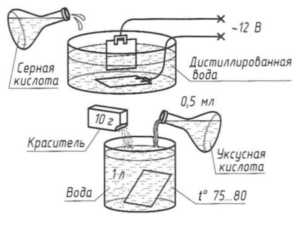
Приготовьте электролитический раствор. Для этого понадобится серная кислота и дистиллированная вода. Приобрести кислоту для электролита можно в автомагазинах, специализирующихся на ремонте аккумуляторов. Пропорции воды и кислоты должны быть одинаковыми, однако не стоит использовать неразбавленное вещество.
Для того, чтобы получить черный цвет металла, понадобится больше времени, чем для светлого или бронзового результата.

Для начала протравите деталь в щелочи для ее подготовки. После этого поместите деталь в раствор с электролитом и подключите ток. Важно использовать термометр для контроля температуры и следить за тем, чтоб показатели не снижались. Когда уровень достигнет нижних отметок, необходимо закончить процесс.
На видео: анодирование в растворе щелочи.
Меры предосторожности и технические советы
Для получения анодной пленки самостоятельно важно соблюдать некоторые меры безопасности, которые помогут сохранить здоровье и осуществить процедуру правильно:
- При работе используйте индивидуальные средства защиты кожи – перчатки, маску. Закрывайте глаза защитными очками при необходимости: в процессе получения анодированного металла происходит большая отдача тепла, и раствор может брызгать, попадая на тело.
- Подбирайте контейнер для обработки правильно: это может быть пластиковая емкость или старая эмалированная ванна без сколов.
- После травления изделия, поместите его в чистую воду для того, чтоб успеть подготовиться к следующему этапу.
- Используйте алюминиевые токопроводы для работы: серебро, сталь или детали из меди необходимо подвешивать на специальную планку для того, чтоб вынимать изделия было легче.
- Толщина кабеля должна соответствовать силе тока. Если показатели были подобраны неправильно, твердая вариация процедуры пройдет безуспешно, вследствие чего металл просто растворится.
- Для достижения чёрного цвета стали используют нитрат натрия, детали в растворе выдерживают при температуре от 100 до 140 градусов.
Чтобы получить различные цвета металлов также применяют соляную кислоту, гидросернистый натрий, азотную кислоту, этиловый спирт. При данном анодировании образуется не только оксидная пленка, но и достигается определенная цветовая гамма.

Осуществление процедуры в домашних условиях рекомендуется проводить только после изучения техники безопасности по работе с кислотами. Анодированные поверхности имеют долгий срок эксплуатации и отличаются прочностью и стойкостью к повреждениям.