
Станок для сверла
Выбираем хороший станок для заточки сверл
Станки для заточки сверл не только экономят время, но и позволяют получить максимально точную геометрию режущей части сверлильного инструмента. Редкое сверло выдерживает больше нескольких десятков циклов сверления, особенно при работе по вязким или твердым металлам. Поэтому заточные станки просто незаменимы там, где выполняются большие объемы сверлильных работ. В домашней мастерской сверло для разовых работ по металлу можно заточить вручную на обыкновенном электроточиле. А для тех, кто не умеет этого делать или не хочет с этим возиться, выпускают достаточно простые в обращении приспособления и станки для сверл небольших диаметров. Точность заточки на таком оборудовании гораздо ниже, чем на установках, используемых в производстве, но вполне достаточна для сверления в домашних условиях проката из конструкционной стали или алюминия.

Устройство станка для заточки сверл
В любом станке, предназначенном для заточки сверлильного инструмента, обязательно присутствуют три основных рабочих компонента: вращающийся абразивный круг, приспособление для фиксации сверла под заданными углами и устройство его подачи на заточку. У разных типов станков эти функции реализуются различными способами. Но всех их объединяет то, что выставление сверла по длине и на основные углы производится вне рабочей зоны. В точильно-шлифовальных станках, предназначенных для использования в домашних мастерских, ремонтных цехах и на небольших предприятиях, при рабочей подаче оснастка с инструментом перемещается к линейно неподвижному абразивному диску. А в универсальных заточных станках промышленного применения рабочие движения обычно выполняются шлифовальным кругом.

Традиционная заточная оснастка станка обычно включает в себя стойку с суппортом, в котором зажимается сверло (см. фото выше). Такое устройство находится рядом с абразивным кругом и обеспечивает позиционирование рабочих поверхностей под заданными углами, а также выполнение рабочей подачи. Упрощенные конструкции с такой же компоновкой используются как в быту, так и на небольших производствах. Однако в последнее время все большей популярностью стали пользоваться станки, в которых в качестве оснастки для настройки и подачи сверла используют специальные зажимные патроны. Хотя такое заточное оборудование выпускается в различных вариантах: от производственного применения до бытовых устройств, – принцип работы у всех его разновидностей одинаков. На первом этапе патрон со сверлом устанавливается в специальное посадочное отверстие, где происходит настройка глубины подачи и требуемых углов. Затем настроенный патрон вставляется в рабочее посадочное отверстие, расположенное напротив абразивного круга, и вручную по пол-оборота вращается до полной заточки сверла. На рисунке ниже показана конструкция самого простого станка такого типа известной торговой марки Drill Doctor.

Классификация заточных станков для сверл
Оборудование для заточки сверлильного инструмента делится на универсальные и специальные заточные станки. Первые путем смены отдельных рабочих модулей могут быть использованы для заточки не только сверл, но и фрез, резцов, метчиков, зенкеров. Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов. На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства. Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях. Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Основным критерием разделения на бытовое и производственное заточное оборудование являются требования ГОСТ 599-93, который регламентирует нормы точности для заточки сверлильного инструмента.
Бытовые станки для умеренного использования
Заточные станки, изображения которых приведены выше, могут стоить от десятков до сотни тысяч рублей. Такое оборудование целесообразно приобретать для работы с коммерческими заказами и при больших объемах заточных работ. Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
Самый простой способ обзавестись собственным точильным станком — купить в интернет-магазине стандартную стойку для заточки сверл (Drapper, Mikitool, Riss и им подобные) и смонтировать ее на верстаке в паре с обычным электроточилом. При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе. Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.

Промышленное заточное оборудование
На российском рынке промышленные заточные станки представлены как известными международными брендами, так и моделями российских производителей. Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более. Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм. Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.

Обзор популярных моделей
В российских магазинах оборудование для заточки сверл представлено довольно небольшим ассортиментом. Вероятно, это связано с тем, что цена даже самого простого устройства, на котором можно выполнить только подточку сверла, начинается от двух тысяч рублей (что сопоставимо со стоимостью болгарки), а качество заточки, судя по многочисленным отзывам, оставляет желать лучшего. К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex. У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
| 1 | Sturm BG6017S | 3÷10 | Кондуктор | 1,5 | Электрокорунд | 1 900 |
| 2 | «Инстар» СТЧ 60090 | 3÷10 | Кондуктор | 2 | Электрокорунд | 2 100 |
| 3 | Parkside PSS65A1 | 3÷10 | Плоский держатель | 1,35 | Электрокорунд | 2 700 |
| 4 | «Диолд» МЗС 0,2 | 3÷13 | Патрон | 1,9 | Электрокорунд | 3 100 |
| 5 | Darex Drill Doctor 500 X | 2.4÷12.7 | Патрон | 2 | Алмаз | 20 500 |
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.

Рекомендации по выбору
Прежде чем начать выбирать станок для заточки сверл, необходимо определиться с техническими и производственными потребностями. Важно понимать, что любое заточное оборудование предназначено для заточки сверлильного инструмента только в определенном диапазоне диаметров. Это связано с особенностями конструкции зажимного приспособления (цанги или плоского зажима), поэтому профессиональные машины для заточки сверл всегда поставляются с набором цанг под инструмент разных диаметров. Главная проблема недорогого заточного оборудования — это невозможность заточки сверл диаметром менее трех миллиметров и более 10÷13 мм. Для ее решения в первом случае придется приобретать специальную установку для заточки мелких сверл, а во втором подойдет стоечная оснастка, у которой предельный диаметр зажимного приспособления составляет 20 мм.
Также следует обратить внимание на наличие устройства, ограничивающего толщину съема металла, которое обеспечивает симметричность заточки режущих кромок и обратных поверхностей. Ну и, наконец, самое важное. Перед тем как остановиться на какой-либо модели, внимательно прочитайте отзывы пользователей на торговых площадках и в профильных форумах.
При абсолютно одинаковом внешнем виде некоторые устройства работают очень неплохо, в то время как другие имеют множество негативных отзывов.
Полезные функции более дорогих моделей
Формирование главного угла режущих поверхностей у небольших ручных машинок для заточки сверл происходит за счет скошенной поверхности заточного круга. Поэтому заточка на них может выполняться только под одним фиксированным углом. В более дорогих моделях используют абразивные круги с прямой периферийной поверхностью, а угол заточки сверла выставляется путем ориентации зажимной оснастки. Модели попроще обычно оснащены пятипозиционным переключателем, соответствующим пяти самым распространенным углам заточки. Более продвинутые установки позволяют производить плавную настройку значения главного угла. Кроме того, такие станки обычно оснащаются дополнительной оснасткой и приспособлениями для заточки сверл больших диаметров и крестообразной подточки режущей части.
Другое важное отличие более дорогих моделей — это возможность предварительного выставления толщины снимаемого при заточке сверла металла, а также подача с поворотом для закругления задней поверхности. Все это реализуется зажимной оснасткой и специальным механизмом подачи. В недорогих моделях поворот сверла на 180º для заточки противолежащей задней поверхности осуществляется вручную, а его точность зависит от глазомера оператора и твердости его руки. У их «старших собратьев» эта функция механизирована, поэтому поворот получается абсолютно точным, а задние поверхности — симметричными.

Критерии выбора наждачного круга для станка
Круги для заточки сверл, применяемые в устройствах с закрытым корпусом (а это основная часть бытовых станков), очень часто имеют редко используемые размеры и форму, поэтому их достаточно сложно найти в открытой продаже. Чаще всего они изготовлены из электрокорунда с зернистостью от 80 до 100 мкм. При выборе заточного станка, особенно с полностью ручным управлением, необходимо в первую очередь обращать внимание на устройства с более мелкой зернистостью. В более дорогих моделях станков для основной заточки и подточки сверл нередко используют алмазные диски. Этот вариант является предпочтительным, поскольку такой абразивный инструмент имеет более высокую геометрическую точность и лучший теплоотвод.
У мини-станков с кондуктором нет ограничителя подачи сверла, производитель рекомендует просто «слегка нажать несколько раз». Никто не пробовал сделать простое приспособление для реализации этой функции, а заодно и точного поворота на 180º? Ведь это должно намного повысить качество заточки, особенно в части симметрии. Если у вас есть информация или какие-нибудь соображения по этому поводу, поделитесь, пожалуйста, ими в комментариях.
Изготовление станка для заточки сверл в домашних условиях: делаем точилку своими руками
Частое использование сверл для обработки металла и других твердых материалов требует постоянного контроля за техническим состоянием инструмента и приведения геометрических параметров его режущей части к первоначальным значениям. Максимально точно и качественно восстановить геометрию режущей части сверла позволяют специальные приспособления и оборудование, наиболее эффективным из которых является станок для заточки сверл.

Даже простые приспособления помогают выдерживать нужные углы заточки сверла
Сверление металла и других твердых материалов – не единственные причины, по которым режущая часть инструмента может утратить свои первоначальные характеристики. К таким причинам также относятся следующие факторы.
- Неправильный выбор сверл. Для обработки различных материалов, как известно, производители рекомендуют использовать разные виды сверл, отличающиеся друг от друга как конструкцией режущей части, так и материалом изготовления. Если не учитывать эти нюансы, то сверло, предназначенное, например, для обработки древесины, а используемое для сверления металла, очень быстро выйдет из строя.
- Выполнение заточки сверла под неправильными углами. Углы, под которыми затачиваются элементы режущей части сверла, также выбираются в зависимости от характеристик обрабатываемого материала. Если не придерживаться рекомендаций специалистов при выборе значений таких углов, это также приведет к тому, что инструмент быстро утратит свои первоначальные характеристики.
- Перегрев – одна из самых распространенных причин как затупления, так и поломки сверл. При нагреве сверла до определенной температуры происходит отпуск материала, из которого оно изготовлено. В результате материал становится мягче, что приводит к ухудшению режущих свойств сверла, увеличению трения и, соответственно, к еще более сильному нагреву зоны обработки и самого инструмента. Именно поэтому при сверлении (особенно сверлении твердых материалов) рекомендуется как можно чаще охлаждать сверло. Для этого можно использовать обычную воду или водный раствор соды.

Проверка угла заточки сверла с помощью самодельного шаблона
Восстановление геометрии режущей части затупившегося сверла, если под рукой есть специально предназначенный для этих целей точильный станок, не вызывает особых сложностей. Значительно труднее приходится, когда такое оборудование в оснащении домашней мастерской отсутствует, но и в такой ситуации можно использовать различные способы приведения сверлильного инструмента в рабочее состояние.
Как заточить сверло без специальных приспособлений
Многие опытные специалисты, часто имеющие дело со сверлами, затачивают их без специальных приспособлений, используя для этих целей только точильный станок, оснащенный подручником. Сразу следует сказать, что тем мастерам, которые такого опыта не имеют, лучше не пытаться затачивать инструмент подобным способом: иначе сверло, которое может быть и дорогостоящим, придется менять на новое. Особенно не следует экспериментировать с этим методом заточки в тех случаях, когда восстановить необходимо сверло, диаметр которого превышает 3 мм.

Пр ручной заточке сверла приходится рассчитывать только на свой глазомер и опыт, если он есть
Тем, кто сталкивается с необходимостью частого сверления различных материалов и пока не имеет достаточного опыта для того, чтобы затачивать сверла без использования специальных приспособлений, можно приобрести подобное устройство: на современном рынке предлагается большое разнообразие моделей различной ценовой категории. Более того, многие из таких устройств, начиная от полноценного заточного станка для сверл и заканчивая простейшим заточным приспособлением, можно изготовить своими руками, обойдясь при этом минимальным бюджетом.
Простейшие заточные приспособления
Прежде чем приступать к самостоятельной заточке сверла (даже с использованием простейших приспособлений), следует хорошо изучить устройство и геометрические параметры его режущей части.
Одним из простейших приспособлений, при помощи которого заточка сверла может быть выполнена достаточно качественно, является зажим, называемый «Стриж». Чтобы заточить сверло при помощи такого зажима, вам потребуется само приспособление и точильный станок, оснащенный надежным подручником.
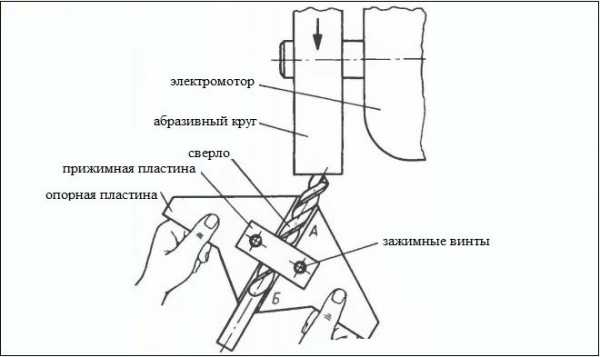
Схема приспособления
Процесс заточки сверла с применением зажима «Стриж» выглядит следующим образом.
- Инструмент фиксируется в зажиме под углом, под которым должны располагаться режущие кромки.
- Уперев приспособление к подручнику точильного станка, его вместе с зафиксированным сверлом начинают медленно подводить к рабочей поверхности вращающегося абразивного круга. При этом важно контролировать, чтобы угол, под которым затачивается режущая кромка, оставался всегда постоянным.
- Сформировав режущие грани сверла, переходят к обработке его задней поверхности (затыловке), при этом не меняя угла заточки.

Заточка сверла с помощью приспособления-держателя
При использовании такого приспособления, предполагающем, что углы выполняемой заточки контролируются визуально, следует обязательно применять шаблон, чтобы проверять правильность осуществления процедуры.
Успешное использование такого приспособления для заточки сверл подразумевает наличие определенных навыков, которые лучше получить, потренировавшись на бракованных инструментах.
Приступая к самостоятельной заточке сверл, какое бы приспособление или оборудование вы ни использовали, следует также познакомиться со специальными таблицами, в которых содержится информация о геометрических параметрах сверл, используемых для обработки различных материалов.
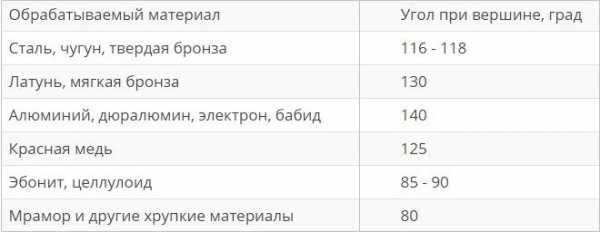
Таблица 1. Углы заточек сверл для различных материалов
Применять такое простейшее устройство для заточки сверл, каким является зажим «Стриж», целесообразно в тех случаях, когда необходимость в выполнении такой процедуры возникает не слишком часто и к качеству сверления не предъявляются слишком высокие требования. В тех же случаях, когда затачивать инструмент приходится достаточно часто, а точность такой процедуры очень важна, лучше использовать специальный точильный станок для сверл, который можно приобрести или изготовить своими руками.
Конструкция станка для заточки сверл и рекомендации по его изготовлению
Специальные станки для заточки сверл сконструированы таким образом, чтобы одновременно решать две основные задачи, которые заключаются в том, чтобы обеспечивать:
- подачу режущей кромки обрабатываемого инструмента к плоской стороне абразивного круга под требуемым углом (для этого производственные машины и простейшие устройства для заточки сверл оснащаются угловой радиусной шкалой, позволяющей выставлять и контролировать углы в вертикальной и горизонтальной плоскостях);
- возможность после заточки основных режущих кромок сверла выполнять его затыловку (для этого в зажимном механизме заточного станка для сверл должна присутствовать ось вращения).
Станки, предназначенные для заточки сверл, используются уже более 100 лет. Конечно, заточный станок прежних времен, если сравнивать его с современными моделями, выглядел как простая точилка, но принцип, по которому работают подобные устройства, не претерпел серьезных изменений. Самостоятельно сделать такое устройство очень просто.
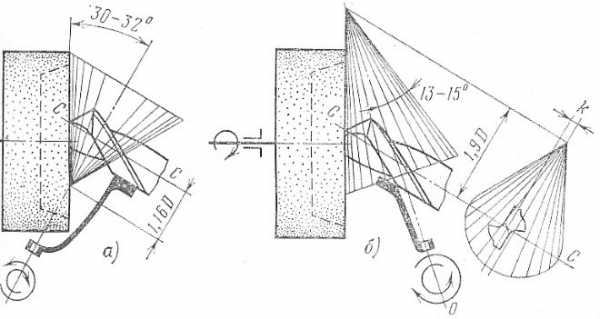
Станок должен обеспечить расположение сверла согласно схемы заточки
Перед изготовлением своими руками точила для сверл вам надо подготовить следующие расходные материалы, оборудование и инструменты:
- сварочный аппарат;
- электрическую дрель;
- болгарку;
- стандартный набор слесарных инструментов;
- уголок с размерами полок 30х30 и длиной 10–15 см;
- металлические пластины различной толщины (3–5 мм);
- шпильку или кусок стального прута диаметром 10–12 мм;
- шайбы, винты, болты и гайки различных размеров.
Перед изготовлением заточного станка желательно найти чертежи заводских моделей и ориентироваться при сборке на них.
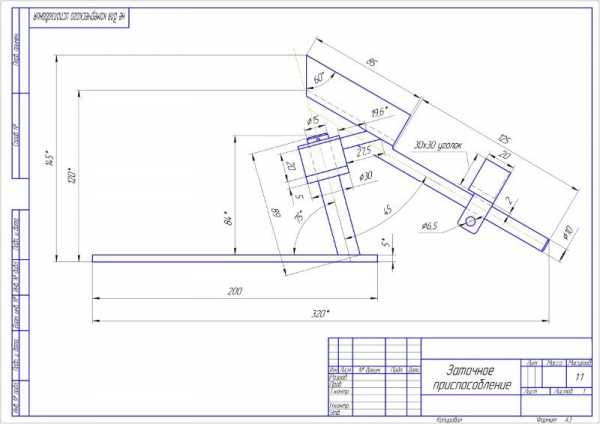
Чертеж приспособления для заточки сверл (нажмите для увеличения)
Первой изготавливается станина самодельного точильного устройства, для чего используется стальная пластина, к которой, ориентируясь на заводские чертежи, приваривают отрезок стального прутка диаметром 12 мм. Угол, под которым пруток приваривается к пластине, должен составлять 75°.
На приваренный к станине пруток, выступающий в роли оси, насаживается шайба: она будет использоваться в роли опорного подшипника. Угол, на который должна поворачиваться станина в процессе заточки сверл, будет небольшим, поэтому брать в качестве опорного стандартный шариковый подшипник нет смысла.
Ложе для размещения инструмента, который необходимо затачивать, изготавливается из отрезка уголка. Одна из сторон углового профиля, обращенная к точильному камню, стачивается под углом 60°. К ложу, ориентируясь на чертеж, необходимо приварить кронштейн, который будет фиксироваться в поворотном узле вашего станка. В итоге вы получите конструкцию, угол расположения которой по отношению к поверхности точильного круга при параллельном положении ложа и станины будет соответствовать углу заточки сверла.

Станок в сборе
Заточный станок предложенной конструкции имеет фиксированный угол наклона, однако лучше, чтобы такой угол регулировался. В этом случае вы будете иметь возможность применять станок для восстановления параметров сверл, используемых при обработке различных материалов.
После изготовления самодельного заточного станка необходимо провести его настроечные испытания, которые заключаются в следующем:
- Ложе и помещенный в него инструмент устанавливают таким образом, чтобы наконечник сверла располагался перпендикулярно по отношению к оси вращения точильного круга.
- Поворотом ложа на соответствующий градус на задней поверхности сверла формируют конус затыловки.
- После выполнения тестовой заточки ее качество проверяют как визуально, так и при помощи шаблона.

Закрепление станка с помощью струбцины
Если настроечные испытания прошли успешно, можно приступать к окончательной доработке станка:
- К нижней части ложа приваривают направляющую, по которой будет перемещаться упор для хвостовика сверла.
- Затем необходимо изготовить сам упор, для чего используют металлическую муфту и отрезок уголка, соединенные при помощи сварки. Подвижный упор в конструкции такого станка нужен для того, чтобы выставлять с его помощью предельные значения стачивания кромок сверла. Благодаря этому обе кромки обрабатываются равномерно. Фиксацию упора в определенном положении осуществляют при помощи винта.

Заточка сверла на самодельном станке
При использовании такого приспособления, которое имеет возможность быть развернутым на любой угол, сверлильный инструмент можно затачивать как внешней стороной точильного круга, так и его боковой (радиальной) поверхностью.
Чтобы иметь возможность выполнять точную регулировку, лучше фиксировать рассматриваемое приспособление на станине точильного станка при помощи струбцины, а не устанавливать его стационарно. Несмотря на то, что описанное выше устройство имеет фиксированный угол наклона ложа, этот параметр можно изменить. Для этого достаточно подложить под станину клин с требуемой величиной уклона.
Самодельный заточной станок для правки сверл можно изготовить и в другом конструктивном исполнении.- Рядом с приводным двигателем точильного станка параллельно оси вращения его вала фиксируют портал П-образной конструкции, в верхней части которого устанавливают ложе для инструмента, работающее по качельному принципу.
- Выбирая высоту портала, следует учитывать, что рабочий конец инструмента, помещенного в ложе, должен находиться выше оси вращения точильного круга.
- Ложе в точильном станке предложенной конструкции может поворачиваться практически на 180°, что позволяет использовать его для заточки инструмента как с верхним, так и с нижним прижимом.
- Горизонтальный угол, на который могут поворачиваться ложе и помещенный в него затачиваемый инструмент, также может регулироваться и выбирается в зависимости от типа сверла.
- Упоры для хвостовика сверла в станке данной конструкции изготовлены из втулок с зажимными винтами, что позволяет регулировать вылет рабочей части инструмента с точностью до миллиметра. Такие втулки, которые надежно фиксируют сверло и не дают ему перемещаться в горизонтальном направлении, устанавливаются в специальные пазы в ложе.
- Для обеспечения правильного положения сверла в плоскости заточки упорные втулки оснащаются диаметральными шпильками. Зафиксировав при помощи таких шпилек сверло в требуемом положении, сначала обрабатывают одну сторону инструмента, а затем, повернув его на 180°, выполняют заточку второй режущей кромки. Показателем того, что заточка сверла выполнена, является свободное перемещение обработанного конца инструмента вдоль поверхности точильного круга при покачивании ложа.
На станке описанной конструкции можно выполнять заточку сверл диаметром 3–15 мм. Это оборудование обеспечивает такое же высокое качество обработки, как и заводские модели подобного назначения.
Самодельный заточный станок для сверл автономного типа
При желании можно изготовить заточной станок для правки сверл, в конструкции которого будет свой приводной электрический двигатель. Такое оборудование будет полностью автономным, и его не придется пристраивать к уже имеющемуся точильному станку.
Станину такого компактного станка можно изготовить из оргстекла или текстолита толщиной 10 мм, а в качестве приводного двигателя использовать электрический мотор от старого вентилятора. Направляющий элемент такого станка, на котором фиксируется упор для хвостовика сверла, работает по принципу обычного штангенциркуля. Угол, под которым затачивается сверло, имеющее возможность перемещаться в горизонтальном направлении, выставляется посредством использования поворотной платформы.
Станок для заточки сверл – как на нем и без него заточить сверло?
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях. Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
Все бытовые станки рассчитаны на заточку спиральных сверл по металлу из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров. На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor, GS и их китайские аналоги.

По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.
После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.

Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют круги для шлифования из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.
Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Как сделать станок для заточки свёрл своими руками: виды приспособлений, способы изготовления и применения
Для того, чтобы качественно и быстро просверлить отверстие, необходимо сверло с острым концом. Но оно имеет свойство притупляться. Конечно же, можно купить новое сверло, но это лишние затраты, особенно когда работать приходится много. В этом случае пригодится станок для заточки сверл.
Устройство для заточки — это автоматизированное оборудование, которое имеет узкую специализацию и предназначается только для оттачивания свёрл. Различают следующие виды этих приспособлений, исходя из сферы их использования:
- Промышленные. Они имеют большую мощность. На них можно точить разнообразные свёрла, диаметр которых превышает 20 миллиметров. Главным предназначением этого устройства является интенсивная работа с высокой степенью профильной специализации на крупных предприятиях. Сверло в промышленном оборудовании затачивается в частичном или полном автоматическом режиме под необходимым углом при помощи узла закрепления (специального зажима).
- Бытовые. Применяются в домашних условиях или на небольшом предприятии. Эти станки отличаются мобильностью, компактностью и небольшой мощностью. На них можно оттачивать свёрла маленького и среднего размера, которые чаще всего используются в быту.
Станок, применяемый в быту для заточки сверла, перед остальными приспособлениями и устройствами, которые используются для того, чтобы восстановить остроту инструмента, имеет ряд важных преимуществ. Основными из них являются такие:
- Удобная эргономичная система управления способна обеспечить регулирование интенсивности и скорости заточки.
- Имеет компактный размер и небольшой вес.
- Купить его может любой домашний мастер, так как цена доступна каждому.
- Высокий уровень функциональности и точности заточки.
- Простота эксплуатации.
- Высокая степень производительности.
- Работает от электросети со стандартным значением напряжения.
Бытовые станки
Все точилки для свёрл, применяемые в быту, рассчитаны на то, чтобы затачивать спиральные свёрла по металлу, которые состоят из быстрорежущей стали, конструктивно заложенного в оборудование, определённого диапазона диаметров.
На многих станках можно точить инструмент, который оснащён твёрдосплавными пластинами. Для такой процедуры в комплект входит или покупается отдельно алмазный круг. В основном они могут затачивать сверлильный инструмент с углом конуса при вершине от 90 до 140 градусов по задней поверхности, выполняя подточки и затыловки поперечной режущей кромки.
Для свёрл по металлу выпускаются и специализированные модификации:
- трёхзубые;
- высокопроизводительные;
- с затыловкой двухплоскостной;
- левые и др.
В домашней эксплуатации наиболее удобно применять станки с универсальным патроном для зажима свёрл разного диаметра в пределах технически допустимых размеров, а также те устройства, в комплекте с которыми идёт набор съёмных патронов, крепящихся на корпусе самого устройства. Так они в любой момент под рукой.
Как правило, такое оборудование оснащено окном, через которое видно центрирование сверлильного инструмента в рабочей зоне. В комплект входят и стандартные принадлежности:
- Запасные детали.
- Ключи.
- Комплект цанг.
- Круги эльборовые.
Могут дополнительно поставляться такие элементы, как светильник для рабочей зоны, дополнительный набор цанг, алмазные круги. Самыми распространёнными марками являются GS, Drill Doctor и их аналоги китайского производства.
По диапазону размеров свёрл, которые подлежат обработке, станки выпускаются двух видов: диаметр которых колеблется в диапазоне 2−13 мм и 13−34 мм. Их недостатком является то, что невозможно оттачивать очень тонкие свёрла.
Для того, чтобы заточить сверло малого диаметра необходим специальный станок. Одним из таких является ВЗ-389СП. Он предназначается для оттачивания инструмента диаметром 0,4−4 мм и оснащён 30-кратным оптическим устройством для того, чтобы контролировать процесс.
Как правильно выбрать оборудование
Перед тем, как подбирать точильный станок для свёрл, нужно определить фронт будущей его работы. Ведь когда вы будете покупать его, нужно будет руководствоваться эксплуатационными параметрами.
Если вы планируете применять точило в домашних условиях (дом, гараж), то можно купить недорогую, маломощную модель. Ведь вы не будете постоянно эксплуатировать прибор. В связи с этим прибор с большой мощностью просто ни к чему.
Помимо этого, промышленные станки предназначаются для заточки свёрл с большим диаметром, и электроэнергии они потребляют намного больше бытовых приспособлений.
Когда будете приобретать станок, то обратите своё внимание на присутствие специального регулятора, который предназначен для настройки вращения шпинделя. Эта функция позволит работу сделать максимально безопасной и эффективной.
Немаловажным параметром является и размер свёрл, которые вы собираетесь оттачивать на этом приспособлении. Бытовое точило должно иметь довольно низкий уровень производимого шума, а особенно тогда, когда вы планируете разместить его в жилом помещении.
Особое внимание необходимо уделить и конструкции той модели, которая вам приглянулась. Если она будет максимально простой — это очень хорошо. Если вдруг прибор поломается, то особых хлопот не будет. Вы сможете без проблем подыскать новую нужную деталь и заменить ею старую, которая вышла из строя.
Стоит отметить и тот фактор, что многие зарубежные модели довольно дорогие в плане их технического обслуживания, а необходимую деталь порой достать совсем непросто.
Точило для домашних работ лучше всего подбирать в торговых специализированных точках, где вам будет выдан технический паспорт и гарантийный талон.
Оттачивание свёрл на заводе
В некоторых случаях на предприятиях сверловщик вручную затачивает свёрла на заточных обычных станках, которые для этой цели оборудованы специальным приспособлением. Для того, чтобы это сделать, вначале необходимо пройти подготовительные специальные курсы и выучить все правила оттачивания.
Приспособление, используемое для этих целей, представляет стальную конструкцию, которая оснащена подвижным зажимом для сверла с углом наклона, который регулируется относительно шлифовального вращающегося круга, а также имеет крепление на корпусе для фиксации заточного станка.
Очень часто на производстве при ручной заточке на станке не применяют никаких приспособлений. Сверло при этом правой рукой держится за хвостик, а левой — близко к режущей части, насколько это возможно.
Режущую кромку прижимают к боковой поверхности круга абразивного, а правой рукой, одновременно, плавно покачивают элемент, стараясь добиться того, чтобы его задняя поверхность приобрела нужный наклон и приняла нужную форму. Металл нужно снимать небольшими слоями, слегка прижимая его к кругу.
Следите за тем, чтобы режущие кромки инструмента имели одинаковые углы заточки и были одинаковой длины. Если вы совершите при ручной заточке ошибку, то она может привести к таким последствиям:
- Односторонняя выточка у поперечного лезвия.
- Разные углы, которые образуются осью инструмента и его режущими кромками.
- Неодинаковая длина режущих кромок.
Из-за таких дефектов инструмент будет сверлить отверстия большего размера, чем сам инструмент; неправильно и односторонне нагружаться на режущих кромках, в итоге просто сломается; бить. После того, как заточите инструмент, нужно для поперечной кромки проверять такие параметры:
- ширина;
- длина;
- правильность положения относительно режущих кромок;
- угол наклона.
На предприятиях для проверки всех этих параметров имеются шаблоны. При помощи оптического прибора выясняется правильность расположения перемычки. Также в некоторых случаях проверяют биение инструмента.
Свёрла по металлу, которые сделаны из быстрорежущей стали, оттачивают на шлифовальных кругах из нормального и белого электрокорунда на керамической связке с зернистостью от 16 до 40 и твёрдостью СМ, а также на эльборовых кругах.
Для оттачивания инструмента, оснащённого твёрдосплавными пластинами, используют шлифовочные круги из синтетических алмазов и зелёного карбида кремния зернистостью от 16 до 40.
Если у вас дома нет специального точильного станка, то можно применить для оттачивания сверла следующие инструменты: аппараты для оттачивания, сделанные своими руками; электродрель; заточный обычный станок.
Если вы решили применять обычный заточный станок, то купите специальное приспособление. Ведь прежде, чем вы самостоятельно научитесь оттачивать без него инструмент, можно испортить очень большое количество свёрл. У этого приспособления примерно такое же устройство, как и у промышленного.
Ещё существуют варианты с отдельной установкой вблизи вращающегося шлифовального круга на горизонтальной поверхности, а не с креплением на корпусе оборудования. Такое приспособление может быть сделано самостоятельно. Выполнено оно может быть из дерева.
На его основании закрепляют брус с несколькими отверстиями, диаметр которых равный нужным свёрлам. Эти отверстия просверливаются под наклоном, тем самым обеспечивая необходимый угол заточки. А ещё можно предусмотреть изменение угла заточки.
Если применяется электродрель, то в ней имеется специальная точильная насадка. В продаже имеются только для оттачивания под углом наклона в 118 градусов, размер которых колеблется от 3,5 до 10 в отечественных и от 2,5 до 10 — в импортных. Размер шейки шпинделя и в тех, и в других имеет диаметр 43 миллиметра.
В корпусе таких насадок имеются отверстия под различные диаметры инструмента, в количестве 15 штук. Комплектуются насадки камнем, затачивающая поверхность которого располагается под определённым наклоном, а также поводком для него, который вставляется в патрон дрели.
Укоротив один раз длину поводка, насадку настраивают на работу только с одной конкретной дрелью. С ней работают по следующей схеме:
- В патрон дрели вставляется поводок с камнем на конце.
- Надевают насадку на шпиндель и винтом фиксируют её.
- Дрель запускают и вставляют инструмент в отверстие корпуса насадки с соответствующим диаметром.
Такое приспособление можно сделать и своими руками. В самодельной насадке можно будет предусмотреть необходимые диаметры инструмента и углы заточки. Самодельные аппараты могут быть выполнены в виде обыкновенных заточных станков. Лучше сразу на них предусмотреть способ заточки и крепления свёрл, чтобы для этого не придумывать дополнительного оборудования.










