
Станок для блоков керамзитобетонных
Оборудование для производства керамзитобетонных блоков
Рассмотрим станки для производства керамзитоблоков: вибропресс, несушка и автоматизированная линия — чем они отличаются и как правильно выбрать оборудование для бизнеса? Обо всем по порядку.

Приобретение оборудования для производства керамзитобетонных блоков для личных нужд или на продажу может стать довольно выгодным капиталовложением, при условии наличия рынка сбыта. Это отличный старт для организации собственного бизнеса или строительных работ. Главное, правильно рассчитать возможности и приобрести нужное оборудование. Какое именно — читайте в нашей статье.
Несмотря на значительное развитие строительной отрасли и появление новых, высокотехнологичных материалов, керамзитобетонные и шлакобетонные блоки не теряют своей востребованности. Эксплуатационные качества КББ сравнимы с кирпичом или газоблоком, а стоимость при этом существенно ниже.Применяемое оборудование для производства керамзитоблоков и шлакоблока практически ничем не отличается. Однако, конечные продукты имеют довольно выраженные различия во внешнем виде и характеристиках, что связано с их составом.Шлакоблоки практически не имеют ограничений по использованию наполнителей и могут состоять из разных отходов производства: пластмассы, битого стекла, кирпичей, цемента или щебня. В зависимости от наполнителя меняются и свойства блока.
Из-за столь значительного разнообразия нередко страдает качество конечного продукта. Плюс, полимерные наполнители со временем начинают выделять токсичные вещества, поэтому приобретать шлакоблок лучше лишь в тех случаях, когда ресурсов для покупки более качественных строительных материалов попросту нет.
Как сделать шлакоблок своими руками, смотрите здесь
Для изготовления керамзитобетонных блоков применяется только натуральный керамзитовый наполнитель. Это гранулы обожженной глины, имеющей в своем составе высокое содержание окисей железа. Таким образом, блоки из керамзита экологичны и полностью безопасны для человека и окружающей среды.
Грамотное соотношение компонентов в составе, подтвержденном технической документацией и сертификатом соответствия, позволяет говорить о точности характеристик, заявленных производителем блоков. Поэтому качественные керамзитоблоки являются надежной и недорогой основой для строительства как жилых, так и хозяйственных построек. Отличительные черты керамзитобетонных блоков:
обладают хорошей тепло- и звукоизоляцией;
прочные: позволяют сооружать здания до 3-х этажей;
легкие: вес кладки из кбб в 2,5 раза меньше кирпичной;
имеют низкий уровень гигроскопичности: не промокают и не гниют;
недорогие: одни из самых бюджетных на рынке;
абсолютно безопасны для человека и окружающей среды;
На сегодняшний день ни один кустарный шлакоблок не имеет сходных качеств и технических характеристик. Поэтому фактически конкуренции между этими материалами быть не может.
Разнообразие наполнителей для блоков настолько велико, что зачастую и керамзитобетон относят к семейству шлакоблоков как наиболее известного представителя стеновых камней из бетона с примесями.
Существуют различные типы оборудования для производства керамзитобетонных блоков, цена которых зависит от производительности и уровня автоматизации.
Ручной вибростанок
Отличается небольшими габаритами и рассчитан на одновременную заливку форм двух блоков.
Вибростол
Представляет собой поддон, на котором установлен вибратор для создания колебаний и равномерного распределения смеси по всей форме, за одну погрузку может производиться до 6 отдельных блоков.
Передвижные станки
Выступают отличным вариантом для цехов со значительным количеством свободного пространства, с ними отпадает необходимость использовать массивные погрузчики для перевозки блоков в специально отведенное место для сушки заготовок. Выполнены они в виде вибростола, установленного на передвижной основе.
Вибропресс
Автоматизированные станки, применяются для выпуска керамзитоблоков в промышленных объемах с применением гидропривода, который воздействует на заготовку весом в несколько тонн.
Наиболее часто серьезные производители отдают предпочтение именно вибропрессу. Его использование значительно ускоряет процесс изготовления блоков и практически не требует участия человека. Слаженную работу вибропресса «Рифей-Полюс» можно посмотреть на нашем видео.
Выбор станка для производства керамзитовых блоков во многом завит от наличия клиентской базы и налаженности сбыта готовой продукции. Чем больше спрос, тем более мощное и производительное оборудование потребуется приобрести. Но независимо от уровня востребованности, существуют такие параметры станков, на которые нужно обратить внимание в первую очередь:
количество заготовок, которое может изготовить агрегат за одну погрузку;
затраченное время на производство одной партии;
необходимое число нанятых работников для организации производственного процесса;
потребляемая мощность энергоресурсов;
тип монтажа: мобильные или стационарные.
Также на выбор станка для керамзитоблоков влияет качественность его конструкции.
Каждый производитель оборудования обязан по первому требованию клиента предоставить соответствующие сертификаты, которые дают гарантию надежности, стабильной работы, возможности выдержать любые эксплуатационные нагрузки, в том числе круглосуточную работу.
Сегодня каждый производитель керамзитобетонных блоков в России имеет возможность выбрать качественное оборудование под свой бизнес. Для начинающих логичным будет обратить внимание на станки для мелкосерийного выпуска, тогда как производителям, уже более-менее укрепившимся в своем регионе, выгоднее расширять производство масштабными автоматизированными линиями. Самое время посмотреть лично на вибропрессы для блоков, их цены и отличия, чтобы убедиться в правильности выбора.
Планируете запустить производство керамзитоблоков? Поможем со сбытом.
Для реализации мелкосерийного производства сделать станок для керамзитоблоков своими руками не составит особых хлопот. Однако качество продукции, выдаваемое подобным оборудованием, не будет соответствовать необходимым технологическим нормам. К тому же нет гарантии, что вложенные средства успеют себя окупить до того, как изготовленный своими руками станок для керамзитоблоков выйдет из строя. Оптимальное решение для правильной организации рабочего процесса — купить оборудование для производства керамзитобетонных блоков (цена уверенного «среднячка» — 300-350 тысяч рублей) от проверенной компании-производителя. Можно, конечно, попробовать собрать вибропресс своими руками. Но получится ли из этой затеи стоящий аппарат для производства блоков — еще вопрос. Эту тему мы обязательно затронем в одной из следющих статей, а пока предлагаем интересующимся посмотреть видео о том, как на Филиппинах изготавливают керамзитобетонные блоки с помощью самодельного вибропресса. И ведь работает же!А теперь рассмотрим некоторые примеры профессионального заводского оборудования для реализации мелкого производства блоков.
Представляет собой станок для производства керамзитобетонных блоков небольшими партиями — до 100 штук в час. Имеет в своем составе следующие компоненты:

Вибропресс «Кондор» довольно часто можно встретить на небольших кустарных предприятиях по производству керамзитоблоков.
Питается станок от сети в 380 В, а предельная мощность составляет 4,4 кВт. Станок несушка для керамзитоблоков «Кондор» весит 0,7 т, что позволяет в случае необходимости без особых хлопот осуществлять его транспортировку.
Стоимость станка «Кондор» около 245 тысяч рублей.
От предыдущей модели станка отличается расширенной комплектацией:
За счет наличия смесителя работа заметно упрощается, что позволяет практически без посторонней помощи использовать станок для изготовления керамзитобетонных блоков своими руками. Достаточно засыпать все необходимые ингредиенты: прибор сам все перемешает. Потребуется только открыть шибер для выгрузки подготовленной смеси на форму. Увидеть вибропресс «Рифей Кондор-40» в работе можно на видео:
Работать «Кондор-40» может от сети 220 В либо 380 В. При этом суммарная мощность установки 8,4 кВт, а производительность — 100 блоков/час.
Цена станка «Кондор-40» от 320 тысяч рублей.
Керамзитоблоковая производственная линия, которая способна за один час работы изготовить до 100 блоков. В состав системы входит:
бункер для подготовленной смеси;
Кроме модулей, входящих в базовую комплектацию, на станок «Кондор-150-ТБ» можно установить следующие дополнительные компоненты:
тельфер для перемещения поддонов;
комплект автоматизации вибропресса.

Чаще всего на небольших производствах встречается вибропресс «Кондор-90», который отличается от «Кондор-150» только размерами смесителя: 90 л против 150 л.
Несмотря на всю сложность линии, для ее обслуживания вполне достаточно 2 человек. Питаются рабочие агрегаты от электросети на 380 В, а потребляемая мощность составляет около 9,9 кВт.Стоимость комплекта установки от 490 тысяч рублей.
Модель является универсальным станком для производства керамзитных блоков и шлакоблоков, в состав которого входит:
лента транспортерная длиной 3,5 м;
несколько пультов управления;

Вибропресс «Рифей-04ТС» идеально подходит для производств, преодолевших начальный рубеж и планирующих развиваться дальше.
Максимальная производительность «Рифей-04ТС» достигает 220 блоков/час, но для ее достижения придется иметь в штате 3-4 человека для обслуживания производственной линии. Работает станок от сети в 380 В, а его потребляемая номинальная мощность составляет 13,35 кВт.
Цена «Рифей-04ТС» стартует от 633 тысяч рублей.
Кроме входящей в базовую комплектацию матрицы, ко всем представленным моделям можно купить формы для керамзитобетонных блоков, имеющие другой рисунок пустот.
Если первые трудности позади и начинающей компании удалось занять нишу на строительном рынке, самое время укрепить позиции и обратить внимание на более крупногабаритные и серьезные установки для производства керамзитобетонных блоков в промышленных масштабах.
Станки для керамзитобетонных блоков, предназначенные для организации производства в промышленных масштабах, отличаются значительным уровнем механизации и солидной производительностью. Как правило, эффективность подобного оборудования, как минимум, в два раза превосходит аналоги, предназначенные для мелкосерийного изготовления керамзитоблоков.
Механизированный станок для керамзитоблоков, производительность которого достигает 510 блоков/час. Он состоит со следующих функциональных модулей:
смеситель с автоматическими дозаторами воды и цемента;
механизм для подачи поддонов.
Кроме этого, в базовую комплектацию входят 10 поддонов и 1 стеллаж. Поставляется станок в виде собранных модулей с полным набором метизов и других деталей, которые необходимы во время проведения монтажа.

Вибропресс «Рифей-Удар» создан для масштабного производство керамзитобетона по технологии полусухого прессования блоков.
Для работы производственного конвейера потребуется наличие сети на 380 В и линии, способной выдержать нагрузку в 23,5 кВт/ч.
Купить станок для керамзитобетонных блоков «Удар» можно за 1,6 млн рублей.
Модель представляет собой полностью готовый к эксплуатации конвейер, который способен обеспечить выработку до 850 блоков/час или 50 м2 тротуарной плитки. В состав станка «Полюс» включены все необходимые элементы для организации автоматического выпуска керамзитоблоков:
ленточный транспортер бетонной смеси;
устройство подачи поддонов.
Вместе с тем, в цену станка для производства керамзитобетонных блоков включены 10 поддонов и 1 стеллаж для выкладывания готовых изделий.
Кроме выпуска керамзитоблоков и тротуарной плитки, «Полюс» можно применять для производства и других строительных материалов:- бордюров;
- брусчатки;
- шлакоблоков;
- фасадных камней с декоративным рисунком;
- вазонов.
Цена производственного конвейера «Рифей Полюс» стартует от 2,85 млн рублей.
Купив станок для изготовления керамзитобетонных блоков «Буран», можно организовать выпуск свыше 100 наименований стройматериалов различного назначения, как например:- тротуарная плитка;
- шлакоблоки;
- декоративные камни;
- бордюры.
В случае необходимости базовая комплектация может быть расширена следующими модулями:
транспортерами для подачи в смеситель песка, цемента и прочих компонентов, входящих в состав изделий;
весовым дозатором, который может работать со всеми видами сырья и выполнять более точные измерения;
дополнительными поддонами и стеллажами.

Линия для производства блоков «Рифей-Буран-М» в работе.
Придельная эффективность линии «Буран» достигается, лишь когда за ней работает от 3 до 5 человек и составляет 900 блоков/час или 80 м бордюра. Вместе с тем номинальное потребление электричества при максимальной нагрузке составляет 36,2 кВт. Производственные затраты окупятся довольно быстро при условии реализации продукции: в летнее время проблем со сбытом склада, как правило, не возникает.
Купить станок для производства керамзитобетонных блоков «Рифей Буран» можно от 3,25 млн рублей.
Полностью автоматизированная линия по производству керамзитоблоков, тротуарной плитки, бордюров, декоративных камней. Производительность системы достигает 1620 блоков/час, а всем процессом изготовления управляет один оператор. За счет этого существенно снижаются расходы на выплату заработной платы и налогов. Вся линия «Прогресс-Ш» состоит из отдельных модулей:повышающий и понижающий штаблер;
В дополнение можно купить систему упаковки готовой продукции и подготовки смеси.

«Рифей-Прогресс-Ш» — это не просто промышленный вибропресс, а целая система штабелирования.
Общее энергопотребление «Прогресс-Ш» при максимальной нагрузке и наличии всех дополнительных модулей составляет 68,12 кВт. На выполнение одного цикла производства блока станку потребует от 20 до 25 секунд.
Цена вибропресса «Прогресс-Ш» — от 6,7 млн рублей.
Производство керамзитоблоков начинается с правильного хранения сырья, которое используется во время их изготовления. Так, цемент должен быть всегда сухим — малейшее попадание воды сделает его непригодным. Керамзит и песок могут иметь некоторую влажность, но ее наличие потребует корректировки дозировки подаваемой в смеситель воды, что во время производства приведет к неудобствам и возможным ошибкам операторов. Поэтому для получения готового продукта соответствующего качества, все сырье должно храниться в сухом, специальном подготовленном помещении. Непосредственное изготовление керамзитобетонных блоков состоит из нескольких этапов.В смесительный модуль загружаются все компоненты будущего блока.
Состав керамзитобетонного блока, пропорции
Представленная пропорция является примерной, и у компаний-производителей соотношение компонентов состава может варьироваться. В соответствии с этим, меняются и качественные характеристики блоков. Информировать о фактических свойствах готового стройматериала своих заказчиков нужно заблаговременно, чтобы не подставлять ни себя, ни их.
После основных компонентов в бетономешалку добавляются различные добавки и пластификаторы, предназначенные для улучшения физических свойств блока.
Подготовленная смесь направляется на формовочный станок, оборудованный вибратором для уплотнения раствора. На крупных предприятиях дополнительно используется специальный гидравлический пресс, который позволяет создать максимально плотную консистенцию заготовки.

Формовка блоков вручную: матрицу заполняют смесью, а затем выравнивают состав по всему периметру формы.
Суть процесса заключается в том, что при воздействии насыщенного пара на бетонное изделие имеющийся в нем цемент затвердевает в несколько раз быстрее, чем при обычной сушке. Например, пропарка керамзитоблоков в камере с температурой 80°-100°C позволяет через сутки добиться твердости, которая традиционным методом достигается только спустя 168 и более часов. А дополнительная влага, которой напитывается бетон, служит основой для его дальнейшего затвердевания.

Благодаря пропарочной камере, блоки гораздо быстрее набирают прочность.
Ввиду того что керамзитоблоки устойчивы к воздействию влаги и низких температур, их можно хранить на выровненной открытой площадке.
Хранение готовых блоков должно быть организовано правильно.
С помощью упаковочной пленки дозревшие блоки можно защитить от непогоды и мелких сколов при транспортировке.
В соответствии с типом и маркой, блоки укладываются отдельными штабелями на поддоны, между которыми оставляются проходы шириной не менее 1 м. Скрепляются блоки с помощью пленок и лент, отвечающих требованиям ГОСТов 503, 25951 и 10354.
Бизнес-план представляет собой документ, содержащий детальный план действий по реализации бизнес-идеи и ее дальнейшему развитию. В нем просчитан объем необходимых средств и сроки окупаемости. Имеется подробная информация о предлагаемом товаре и сопутствующих услугах, преимуществах, спросе и наличии конкурентных предложений на рынке. Задача бизнес-плана выражается в поиске всех рисков развития бизнеса и путей их решения, что позволяет минимизировать возможные потери вложенных средств. Если план разработан грамотно, он является отличной инструкцией, помогающей достичь цели. К тому же, качественный, подробный бизнес-план может стать отличным инструментом для привлечения инвесторов.Существуют различные варианты, где можно взять готовый бизнес-план, каждый из которых имеет свои преимущества и недостатки. Рассмотрим примеры некоторых из них подробнее.
Найти бизнес-план в интернете представляется наиболее простим способом поиска, ведь много уже разработанных предложений можно скачать совершенно бесплатно. Однако, пользы от подобного материала будет мало, поскольку представленная там информация, как правило, либо уже устарела либо была выдумана «диванными» теоретиками, то есть никогда не имела практического подтверждения своей точности. Структура — это единственное, что можно взять из подобных бизнес-планов для разработки производства керамзитоблоков.
Ни один серьезный предприниматель не станет рассказывать о нюансах ведения своего бизнеса, тем более бесплатно. Кому нужны успешные конкуренты?
На просторах интернета, кроме бесплатных идей, имеются платные бизнес-планы, разработанные под конкретный регион, где они внедрялись. Купить готовый бизнес-план в этом случае не лучший вариант, потому фактическая польза от него такая же, как от бесплатных аналогов: форма есть, а смысла нет.
Возможным инвесторам потребуются реальные данные с расчетом всех рисков под конкретный регион, где планируется открыть бизнес, а не предполагаемые цифры.
Этот вариант подойдет тем, кто хочет развивать свое дело на территории всей страны. Причина кроется в невозможности создать качественный бизнес-план для одного региона, при этом фактически находясь в другом, ведь нужно изучить тенденции строительства, условия, спрос, деятельность конкурентных компаний-производителей керамзитоблоков: есть ли они в городе, как строится их работа и насколько она успешна.
Составить реальную картину рынка сбыта стройматериалов в Челябинске, сидя в уютном офисе где-нибудь в Сочи, фактически невозможно, увы.
Составить бизнес-плана самостоятельно, конечно, можно, но это потребует проведения сложной аналитической работы, включающей в себя:- расчет всех денежных и физических затрат, необходимых для старта;
- анализ рынка;
- поиск сильных и слабых сторон конкурентов;
- разработку конкурентоспособного предложения, которое может заинтересовать инвесторов и будущих клиентов.
Если имеется свободное время и достаточные знания о развитии бизнеса, тогда создать свой бизнес-план не составит особых трудностей. Если же сомнений больше, чем навыков, лучше обратиться к специалисту.
Решение заказать бизнес-план у профессионала в своем городе — наиболее выгодное, поскольку на руках окажется полноценный бизнес-план, где будут учтены все нюансы рынка конкретного региона или города. Именно такие планы, учитывающие все особенности работы, лучше всего подходят для поиска инвесторов.
Цена бизнес-плана «под ключ» будет зависеть от сложности конкретного проекта и может колебаться от 10 до 100 тысяч рублей.
Планируете делать керамзитобетонные блоки? Поможем с заказами.
Создание частного предприятия по выпуску кремзитоблоков — отличное решение для вложения средств при условии наличия стабильного спроса на подобный вид продукции.
Нужно понимать, что для нормальной работы предприятия потребуется закупить соответствующие станки, необходим стабильный поставщик сырья, к тому же будут и другие затраты, связанные с безопасной организацией производственного процесса и банальной неокупаемостью в межсезонье.
К основным рискам коммерческого изготовления керамзитобетонных блоков относится:- увеличение затрат на оплату коммунальных услуг;
- снижение спроса из-за кризисных явлений в строительной сфере региона;
- появление на рынке новых, более дешевых и качественных материалов;
- растущий уровень конкуренции, который может привести к демпингу цен.
Какой станок нужен для для производства керамзитоблоков?
Керамзитобетонные блоки — популярный стройматериал, используемый для изготовления несущих конструкций. Особенность производства этих блоков в том, что в качестве наполнителя вместо шлака или щебня, применяется керамзит, получаемый при обжиге глины.
Именно благодаря этому компоненту, керамзитобетонные блоки являются отличным утеплителем, отличаются экологической чистотой, прочностью и облегченностью.
Этапы изготовления керамзитобетонных блоков
Образование рабочей смеси
Сначала в бетономешалку заливают воду, затем насыпают цемент, потом подмешивают керамзитовый песок, после чего добавляют крупнофракционный керамзит. Все ингредиенты тщательно перемешивают.
Формирование и уплотнение смеси
Изготовленным раствором заполняют формы необходимых размеров. В них смесь уплотняется. Излишняя жидкость, посредством пуансона, отжимается.
Предварительная просушка бетонных изделий
Блоки высвобождаются из форм автоматически либо вручную. Готовые изделия располагаются отдельно друг от друга для просушки. На это может потребоваться от 6 часов до одних суток. Уложенная в штабеля продукция, что называется, «доходит» до нужной кондиции в течение трех суток.
Увлажнение блоков
В соответствие с технологическими нормами, бетонные изделия держат две-три недели в слегка увлажненной среде.
Окончательная недельная просушка.
В течение этого времени цемент приобретет марочную прочность.
Если производство керамзитобетонных блоков осуществляется зимой либо нет условий для полноценной просушки изделий, в рабочую смесь добавляют пластифицирующие добавки. Они сокращают процесс схватывания бетона до 6-8 часов, обеспечивают прочность блокам, повышают их морозостойкость.
Видео: производство керамзитоблоков в домашних условиях.
Оборудование для мелклосерийного производства
1. Ручной стационарный вибростанок
Это оптимальное решение для домашнего производства блоков. Вибратор элементарной конструкции прикреплен к корпусу станка. Посредством колебаний, им производимых, происходит заполнение формы. Для создания пустот может оснащаться съемными стержнями.
2. Мобильный высокомеханизированный станок
Его многосекционные формы имеют до 6 матриц. Некоторые модели оснащены не только вибромотором, но и прессом для утрамбовывания. В процессе производства формы заполняются смесью, вибрация и давление придают блокам нужную форму; для их просушки секция опускается на подготовленную опалубку; после этого, станок перемещается на новое место.
3. Вибростол
Состоит из металлической станины и прикрепленного к ней вибродвигателя. На металлический поддон устанавливают формы, заполненные раствором, который уплотняется посредством вибрации.
Вполне возможно, что ниша производства керамзитобетонных блоков в вашем регионе почти занята или в нее уже вообще не пробиться . В этом нет ничего страшного. Практически аналогичное оборудование требуется для производства газобетона и арболитовых блоков.
Оборудование для изготовления крупных партий
Вибропрессующий станок Спрут-2
- весит 140 кг;
- состоит из матрицы на два блока, вибродвигателя (380 В, 550 Вт), рамы, поддона, пуансона, поддоносъемника;
- выпускает за смену 600 – 1500 изделий (390×190×190 мм).
Автоматизированный вибпропрессорный комплекс Кондор 1-90-ТБ
- • помимо керамзитоблоков, производит теплоблоки, полублоки, шлакоблоки, арбалитовые блоки, а также облицовочные материалы, садовые бордюры, брусчатку, кирпичи;
- • весит 1,57 тонны;
- • имеет габариты – 1,2х1,8х2,8 м;
- • состоит из матрицы-пунсона, вибропресса мощностью 16,5 кВт, бетоносмесителя объемом 90 л, ленточного транспортера, насосной станции, бункера, 5 поддонов, стеллажа, пульта управления;
- • выпускает за смену 750 штук блоков (390х190х190мм), 1800 штук кирпича (250х120х88мм), 50 м2 тротуарной плитки.
Видео: вибропресс Кондор 1-90-ТБ
Автоматизированный вибпропрессорный комплекс Рифей-Удар- рассчитан на изготовление стеновых блоков, бордюрных камней, тротуарных плит;
- способен работать не только под навесом, но и под открытым небом;
- весит 4,4 т;
- имеет габариты: 6400х4900х2600 мм;
- состоит из вибропресса мощностью 21,6 кВт, смесителя, дозатора, модуля подачи поддонов, загрузчика смеси, электрошкафа, маслостанции;
- производит в час 250 стеновых блоков (390х190х190 мм), 350 штук полублоков (390х120х188 мм), 500 штук бордюров (780х150х300 мм), 200 штук бордюров (780х80х200 мм), 625 штук тротуарной плитки (100х200х70 мм).
Как самому сделать станок для производства керамзитоблоков?
Созданный своими руками станок обойдется в 10 раз дешевле фабричного. В комплектацию простейшей самодельной установки входят формовочный ящик без матрицы (дна) и размещенный на боковой стене вибратор. Съемную матрицу готовят вручную.
На этом станке можно производить блоки, имеющие габариты 390х190х188 мм, с процентом пустотности не более 30 %. Форма пустот может быть круглой или прямоугольной. Пустотообразователь обязательно должен быть конусовидным, тогда форму легко будет снимать с блока.
Изготовить матрицу достаточно просто:
- снимаем замеры с формы блока;
- вырезаем соответствующую заготовку из листа металла 3-миллиметровой
- снимаем замеры с формы блока;
- вырезаем соответствующую заготовку из листа металла 3-миллиметровой толщины (желательно предусмотреть запас – примерно 5 см – для утрамбовки);
- из заготовки выполняем сквозной ящик (без дна);
- сварочный шов делаем снаружи.
Для устойчивости станка можно с торцов ящика приварить тонкие профильные трубы. Затем по периметру основания выполнить резиновую обивку. А чтобы не просыпался раствор, нужно изготовить окаймляющий фартук.
В роли вибратора можно использовать электродвигатель стиральной машины мощностью 150 Вт. Нужно только добиться смещения центров. На вал прикрепляется металлическая планка с боковым отверстием – эксцентриком (его параметры определяются путем эксперимента).
Изготовление керамзитобетонных блоков в домашних условиях
- Приготовление раствора.
- Помещение смеси в формы и отправление на прессовку.
- Недельная просушка блоков: складирование их в штабели с 2-3-сантиметровым просветами.
- Извлечение блоков из форм.
- Помещение изделий на склад.
Самостоятельное изготовление керамзитобетонных блоков отличается высоким уровнем рентабельности. Для начинающего бизнесмена такое производство – замечательная идея.
Технология изготовления керамзитобетонных блоков
Керамзит, как сыпучий утеплитель, используется не только для проведения теплоизоляционных мероприятий, связанных с утеплением перекрытий. Его нередко используют для производства бетонных блоков, где он выступает в качестве наполнителя. От этого блоки становятся легкими, потому что керамзит в несколько раз легче гравия или щебня, которые он заменяет в керамзитобетонных блоках, плюс уменьшается теплопроводность самого стенового материала. Изготовление керамзитобетонных блоков ничем от обычных бетонных не отличается, главное – точно соблюсти рецептуру используемого раствора.
 Блоки стеновые из керамзитобетона
Блоки стеновые из керамзитобетона Рецептура керамзитобетонного раствора
Обозначим состав керамзитобетона для изготовления блоков из расчета на 1 м³ приготавливаемого раствора.
| Материал | Количество, кг |
| Цемент марки М400 | 230 |
| Песок кварцевый фракции 2-2,5 мм | 600 |
| Вода | 190 |
| Керамзит (гравий) фракции 5-10 мм | 600-760 |
Вышеобозначенная рецептура соответствует бетону марки М150, что достаточно для сборки стеновых конструкций.
Сегодня большое внимание уделяется такой характеристики, как влагостойкость. Поэтому для производства блоков из керамзитобетона, которые могли спокойно противостоять повышенной влажности и даже прямому воздействию воды (к примеру, косой дождь), в раствор добавляются гидроизоляционные материалы. Один из них – битумная мастика, затворяемая, как 10-процентный водный раствор.
Необходимо отметить, что у такого раствора немного измененная рецептура.
| Материал | Количество, кг |
| Цемент | 250 |
| Керамзитовый гравий | 460 |
| Керамзитовый песок (размеры гранул до 5 мм) | 277 |
| Вода | 190 |
| Битумная эмульсия | 19 |
К производству керамзитобетонных блоков подход разный. Производственная линия с мощным оборудованием и высокой производительностью, где установлены дозаторы, выставленные на пределы веса точно по рецептуре. Второе – ручной способ, где взвешивание компонентов производится чаще ведрами. Поэтому стоит обозначить вес материалов в ведрах (10 л):
- цемент – 13 кг;
- песок – 16;
- вода – 10;
- керамзит (гравий) – 4-4,5;
- керамзит (песок) – 5,5-6.
 Главное – точная рецептура
Главное – точная рецептура Оборудование для производства
Для производства керамзитобетонных блоков (ручным способом) необходимы:
- бетономешалка;
- несколько лопат;
- станок с вибратором;
- несколько форм.
Бетономешалку можно приобрести или взять в аренду. Станки также продаются, хотя это не самое дешевое оборудование. Изготовить их своими руками можно, и если вы неплохой сварщик, то на один станок потребуется один день для сборки. Конструкции станков – огромное количество. В основном это рамные агрегаты, внутрь установлены и жестко закреплены формы. К раме также присоединен жестко вибратор, работающий от сети 220 вольт. Прибор продается в строительных магазинах.
Другой вариант – вибрационный стол, представляющий собой горизонтальную плоскость. Она обычно устанавливается на пружины, к ней же прикрепляется вибратор. Для станка придется изготовить своими руками несколько форм. И чем больше площадь стола, тем больше на нем поместится форм, тем выше производительность самодельного оборудования.
Важно! Не переусердствовать, потому что у вибратора определенная мощность, которой хватает на вибрирование определенной массы.

Форма для керамзитобетонных блоков
Для изготовления форм используют различные плоские материалы: листовое железо толщиною не менее 2 мм, доски, фанеру, плиты ОСП и прочее. Основная задача производителя работ – подогнать размеры формы под размеры блока: 190х188х390 мм (стандартный несущий стеновой блок). Существуют так называемые полублоки (применяются для возведения перегородок), размеры: 90х188х390.
Стандартные размеры блоков из керамзитобетонаОдна из особенностей керамзитобетонных блоков – пустоты, которые облегчают камень без снижения несущей способности, снижают себестоимость за счет уменьшения используемого объема смеси, увеличивают теплотехнические качества изделия. Поэтому при изготовлении в формы устанавливают жестко три трубы диаметром 40-50 мм, расположенные на одном расстоянии друг от друга и стенками формы.
Трубы соединяются между собой сваркой горизонтальными перемычками (арматура, уголок или стальная лента). К стенкам формы крепятся электросваркой, если форма изготавливается из стального листа, или с помощью саморезов, если применены деревянные изделия.
 Готовые формы разного вида
Готовые формы разного вида Технология производства
Сам технологический процесс проводится в любом помещении с хорошо действующей вентиляционной системой. Размеры помещения зависят от габаритов используемых станков. Керамзитобетонные блоки после изготовления должны пройти процесс сушки, производимую на открытой площадке на улице. Если есть вероятность выпадения атмосферных осадков, то над площадкой лучше возвести навес.
В первую очередь готовится раствор: в бетономешалку засыпается цемент и часть воды. Смесь перемешивается несколько минут до получения однородного состава. Затем в него добавляются порциями песок и керамзит. В конце добавляется оставшаяся часть воды. Конечный раствор должен получиться густым и пластичным.
После чего его из бетономешалки вываливают в подготовленную заранее емкость (корыто), а уже оттуда лопатами перебрасывают в формы, уложенные на вибростол или установленные на вибростанке. Перед этим стенки форм обмазывают отработанным техническим маслом, чтобы блоки легко вышли после затвердевания. Пол вибростола или площадки посыпается мелким песком, чтобы бетон не прилип.
Формы равномерно заполняются раствором, к примеру, пара заброшенных в них лопат смеси. Затем включается вибратор, происходит равномерное распределение бетонного раствора по всему объему формы и его уплотнение. После чего процесс повторяется. Такую процедуру проделывают несколько раз, чтобы заполнить формы полностью. Иногда для придания более точных размеров уложенный и уплотненный раствор дополнительно прижимают сверху металлической крышкой, она на поверхности блока создаст ровную и гладкую поверхность.
В таком виде прямо в формах керамзитоблоки должны простоять не менее суток. После чего их вытаскивают, укладывают на уличную площадку так, чтобы между ними оставался зазор в пределах 2-3 см. Сушиться блоки из керамзитобетона должны 28 суток, что придаст им марочную прочность. Просохнуть материал должен со всех сторон равномерно, поэтому каждый блок в течение сушки переворачивают с боку на бок. Если уложить на сушку их на деревянные поддоны, то переворотами заниматься не надо.
Видео:
Производство блоков из керамзитобетона как бизнес
Начать производить керамзитоблоки, чтобы получать прибыль, не проблема. Главное – все точно просчитать. Как показывает практика, основное требование не к оборудованию, а к размерам помещения и уличной площадке. Чем они больше, тем больше блоков можно уложить на сушку, которая длиться около месяца. Поэтому предлагаются разные варианты проведения сушки. Один из таких показан на фото ниже, где видны специальные стеллажи с укладкой блоков этажами.

Все остальное упирается в стоимость сырьевых материалов, которая скачет в зависимости от сезона. Летом цемент стоит всегда выше, потому что спрос на него вырастает за счет увеличения объемов строительства. Особенно это относится к частному сектору.
Поэтому оптимально – производить керамзитоблоки в период осень-весна. Если помещение отапливаемое, то зимой производство не останавливают. Потребление зимой готового стенового материала небольшое, иногда оно сводится к нулю, но летом весь произведенный запас изделий будет распродан. Здесь и надо будет пересчитать его себестоимость по новой цене цемента и других компонентов. Именно здесь кроется большая прибыль.
Кто не первый год в бизнесе такого типа старается все предусмотреть. Кто-то пытается закупить материалы по низкой цене зимой, но есть нюанс – цемент со временем теряет свои свойства, снижается качество. Кто-то, как было описано выше, пытается увеличить производство блоков зимой. В любом случае это прибыльный бизнес пока строительство на пике, пока востребованы строительные материалы. Блоки из керамзитобетона сегодня на пике популярности за счет невысокой цены, высоких теплотехнических качеств и простоты укладки.
Cтанок для производства керамзитоблоков
Керамзитобетон — популярный строительный материал, являющийся одной из разновидностей легкого бетона. От обычного бетона он отличается повышенными теплоизоляционными качествами, что достигается за счет пористой структуры.
Станок для керамзитобетона
В данной статье рассмотрено оборудование для производства керамзитоблоков и технология его изготовления. Мы изучим состав, пропорции компонентов, особенности формовки и сушки блочных изделий.
Рекомендации по выбору оборудования
Чтобы в домашних условиях наладить производство керамзитобетонных блоков необходимо иметь два типа оборудования — бетоносмеситель и вибропресс. Первый станок будет использоваться для приготовления раствора, второй — для формовки блоков требуемых размеров.
Конкретный выбор оборудования необходимо осуществлять исходя из планируемых объемов производства. При организации небольшого производства (до 400 блоков в день) можно обойтись обычной гравитационной бетономешалкой, стоимость которой не превышает 15 тыс. рублей. Потребуется бетономешалка объемом 200-250 л. Однако если вы планируете заняться изготовлением блоков серьезно, то имеет смысл брать бетоносмеситель принудительного типа, цена которого составляет 50-150 тыс.

Автоматизированная производственная линия
Дело в том, что для смешивания керамзитового раствора бетономешалка не очень подходит, так как согласно технологии первоначально нужно залить керамзит водой, а при засыпке компонентов в бетономешалку пористые и легкие гранулы керамзита держатся не поверхности и не перемешиваются. Проблему можно устранить с помощью ручного смешивания компонентов лопатой, однако при ориентировке на средние объемы производства это несерьезно.
Выбор вибропресса более сложен, так как на рынке представлено большое количество разновидностей таких станков — мобильные, стационарные, автоматизированные и ручные. Тут нужно руководствоваться двумя факторами — площадью отведенного под цех помещения и типом изготавливаемых блоков.
Существуют две разновидности блочных изделий — теплоизоляционные (низкой плотности) и конструкционные (высокой плотности). Теплоизоляционные блоки, как правило, пустотелые. Чем больше пустот в блоке — тем ниже его себестоимость. Если планируется производить теплоизоляционные изделия, то выбирайте станки с матрицами имеющими проверенную форму пустот, которая чаще всего используется в вашем регионе. Оборудование среднего класса зачастую имеет сменные матрицы, что позволяет изготавливать на одном станке разные блоки.
В зависимости от принципа работы выделяют два типа вибропрессов:

Производство в домашних условиях
Вибростолы — многофункциональное оборудование, которое помимо блочных изделий может использоваться для производства тротуарной плитки. При работе с вибростолом формовочная матрица заполняется раствором при включенном приводе, при этом дополнительное прессование отсутствует. В плане качестве итоговых изделий столы значительно проигрывают полноценным станкам.
Принцип действия формовочного вибрстанка отличается. Их матрица имеет увеличенные размеры по высоте, после засыпки раствора матрица закрывается прессом — верхней крышкой, и затем включается вибропривод. В итоге блок уплотняется не только вибрацией, но и механическим давлением. Стоимость вибростанков начинается с 6-ти тысяч и может доходить до 200 т.р. В минимальной ценовой категории представлены агрегаты рассчитанное на одновременное производство 1-2 блоков.
к меню ↑Технология, сырье и пропорции компонентов
Пару слов о самой технологии производства керамзитоблоков. Раствор, используемый для формовки блоков имеет пропорции по объему 1:3:6 — цемент-песок-керамзит. Прочность блоков непосредственно зависит от марки используемого цемента, чтобы не рисковать с качеством итоговых изделий имеет смысл брать цемент М400-М500.
Песок можно использовать как речной, так и карьерный. Если вы планируете сертифицировать свою продукцию, то необходимо подбирать песок размеры фракций которого соответствуют требованиям ГОСТ. Керамзит может быть дробленным — размер гранул 1-10, либо отвесной — фракции 1-5.
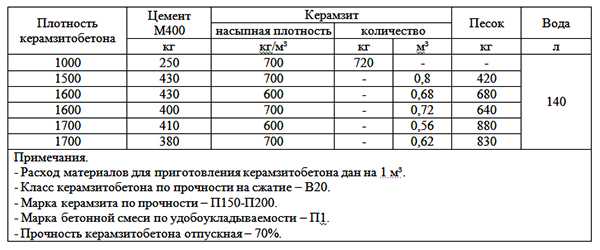
Состав керамзитобетона разной плотности
Последовательность замешивания раствора следующая — первоначально в бетоносмеситель добавляется вода, в которую засыпается керамзит, далее смесь перемешивается и засыпается требуемое количество песка с цементом. После того как раствор смешался до равномерной консистенции он распределяется по формовочным матрицам.
После вибропрессования блок начинает держать форму, он выкладывается на пол цеха где отлеживается до набора отпускной прочности. По истечению 2-3 дней блоки можно складывать штабелями. Для ускорения темпов сушки на крупных производствах используются пропарочные камеры, однако изготовление керамзитобетонных блоков в домашних условиях обходится без них, ввиду высокой стоимости такого оборудования.
к меню ↑Обзор вибростанка Спрут-2 (видео)
к меню ↑Обзор вибростанков для керамзитоблоков
Предлагаем для рассмотрения по одной наиболее популярной модели вибростанков в каждой ценовой категории:
- Гефест-2 (стоимость 11 тыс);
- Вибромастер «Гермес-1000» (стоимость 30 тыс);
- Спрут-2 (стоимость 60 тыс).
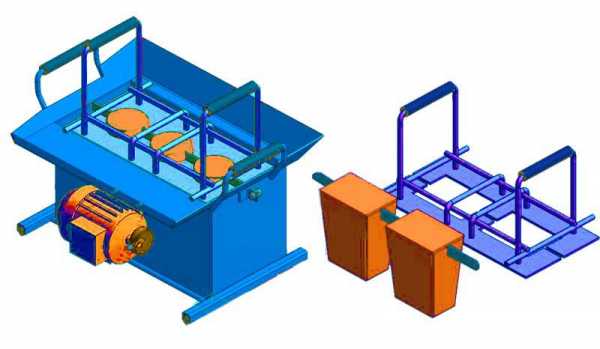
Схема станка Гефест
Станок Гефест-2 является оборудованием начального класса. На данном станке можно производить пустотелые и полнотелые стеновые блоки размером 390*190*190 мм и перегородочные конструкции толщиной 95 мм. Станок имеет предельно простую конструкцию, состоящую из блокформы и виброкрышки, на которой установлен электродвигатель. Также в комплекте поставляются вставки для формирования в блоках пустот.
Технология эксплуатации станка Гефест-2: форма размещается на ровной поверхности и заполняется керамзитобетонным раствором, включается вибропривод на 2-3 минуты, по истечению которых крышка и форма снимаются и блок остается лежать на полу. Данное оборудование позволяет своими руками делать до 200 керамзитоблоков за рабочую смену.

Вибростол Гермес-1000
Конструкция и принцип работы станка Вибромастер «Гермес-1000» идентична вышерассмотренному агрегату, однако Гермес обладает расширенной функциональностью. Так, на станке можно одновременно производить 6 блоков, а общее количество изготавливаемых типоразмеров увеличено до 10. Также Гермес-1000 укомплектован более мощным виброприводом, обеспечивающим высокое качество уплотнения материала.

Спрут-2 представляет собой стационарный вибростанок. Это серьезное оборудование, производительность которого составляет 1000—1500 блоков за смену. Обслуживание станка выполняется одним оператором. Агрегат укомплектован промышленным виброприводом ИВ-99 мощностью 550 Вт, работающим от электросети 380 Вольт. Масса станка составляет 140 кг. Вместе со станком вам потребуется прибрести деревянные поддоны, на которых блоки будут размещаться после распалубки.
Помимо блочных изделий на станке можно изготавливать бордюры, стеновые камни и тротуарную плитку (для этого потребуется докупить соответствующие матрицы). Матрицы являются достаточно дорогостоящим комплектующими, их цена варьируется в пределах 25-36 тыс. рублей.










