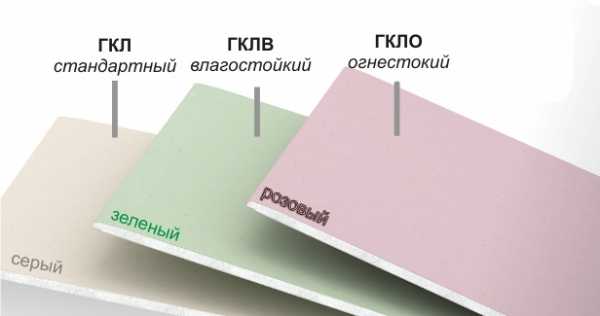
Плашки для нарезания резьбы таблица
Нарезание резьбы метчиками и плашками таблица
Метчик для нарезки резьбы представляет собой инструмент, служащий для создания неразъемных соединений. Изготавливается в виде винтового стержня. Его форма бывает цилиндрической, конической, маточной, в виде плашки – такие основные виды существующих в механике метчиков. Формы зависят от вида нарезаемых ниток. На продольных боках стержня выполняются либо три, либо четыре канавки.
Конструктивные особенности
Рассмотрим подробнее, что такое метчик. Винтовой стержень, которым является метчик ГОСТ 3266-81, состоит из рабочего участка и хвостовика. Назначение хвостовика заключается в надежном крепеже инструмента. При механической обработке деталей он устанавливается в станочных патронах. Ручная нарезка ниток резьбы осуществляется, когда метчик вставляется в вороток, и совершаются винтовые движения по часовой стрелке.
Установка хвостовика инструмента выполняется головкой в отверстие воротка квадратного сечения.
Участок метчика, которым непосредственно нарезаются нитки резьбы, называется его рабочей частью. Она состоит из заборной и калибрующей части.
Заборный участок инструмента для нарезки резьбы – это конусная зона спереди винта, начинающая и закрепляющая начальные нитки. Калибрующий участок выполнен как ее завершение.
Назначение
Режущие перья изготавливаются в виде зубьев, имеющих конфигурацию механических резцов, обладающих всеми элементами для обработки металла. Они режут основной шаг резьбы, располагаясь по всей окружности метчика. Канавки – это продольные проточки между режущими перьями.
Данные компоненты образуют кромки резания. Через них удаляется стружка, циркулирует охлаждающая жидкость. Метчики с наружным сечением до 20 миллиметров производятся с тремя канавками, более 20 и до 40 миллиметров – с 4-мя. Конструктивное устройство каждого предопределяется его функциональным назначением.
Практически, метчик представляет собой винт с канавками на наружных плоскостях. Метчик ГОСТ с винтовыми канавками намного приоритетнее своего аналога с прямыми канавками. Винтовая структура инструмента обеспечивают более благоприятные условия нарезки резьбы. Они предпочтительнее по следующим характеристикам:
- Нарезка сложных ниток.
- Особо точные работы.
- Высокое качество исполнения.
- Лучше отводят стружку.
- Испытывают меньшие температурные воздействия.
Виды
Итак, на какие виды делится метчик? Существует два больших направления:
- нарезание резьбы внутри детали;
- наружное нарезание: прогонки, плашки, винторезные доски.
Категории метчиков:
- станочные;
- для ручных слесарных операций.
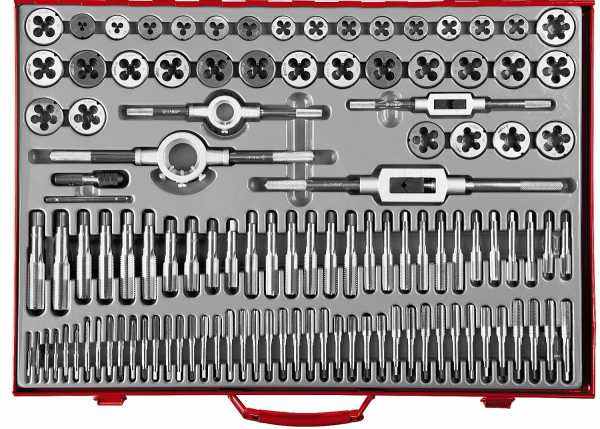
Промышленность производит наборы ручных изделий для нарезания ниток. ГОСТ на метчики для метрической резьбы регламентирует, чтобы любой набор включал два либо три инструмента.
Каждый должен иметь свое индивидуальное назначение. В комплекте они называются: первый, второй, третий.
Относительно расположения продольных канавок резьбонарезные инструменты классифицируются как винтовые и прямые.
Наиболее точная резьба получается тогда, когда ее выполняют винтом. Левая резьба нарезается метчиком с левой резьбой, и наоборот.
Изготовление и маркировка
Важно! Первый номер изделия начинает резать нитки. Второй — продолжает работу более точно. Третий (чистовой) — осуществляет финишную доводку. Для понимания пользователей, на инструменты наносят кольца, соответствующие их назначению.
В некоторых случаях производители маркируют свои изделия цифрами 1, 2, 3. Комплекты на два метчика выполняются с незначительно большим сечением первого чернового изделия.
Производимые промышленностью наборы:
- сечение 8-18 мм – по одной штуке;
- сечение 6-24 мм – первый и второй;
- сечение 2-52 мм – первый, второй, третий.
Дюймовая резьба:
- 5/16–3/4» – по одной штуке;
- 1/4–1» – один черновой и один чистовой в наборе;
- 1/4–2» – один черновой, один средний, один чистовой в наборе.
Для трубной резьбы сечением 1/8–4» в комплект входит один первый номер и один второй.
Метчики для нарезания резьбы. Таблица основных характеристик
| Резьба | Сечение отверстия, мм |
| М1,0 | 0,75 |
| М1,2 | 0,95 |
| М1,4 | 1,1 |
| М1,7 | 1,35 |
| М2,0 | 1,6 |
| М2,3 | 1,9 |
| М2,6 | 2,15 |
| М2х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
Металл для изготовления
Для различных видов плашек, метчиков, других металлорежущих инструментов используют углеродистые стали популярных марок У10А и У12А. Их закаливают до получения твердости HRC 60-62 единицы. Такой показатель делает их наиболее стойкими при резании металла и других твердых материалов.
Внимание! Вместе с тем углеродистые стали имеют относительно низкую красностойкость. Данное свойство позволяет металлу выдерживать многократные воздействия высоких температур, не теряя прочностных характеристик. Вследствие этого, они используются для изготовления инструментов, работающих в относительно легких условия. Такими метчиками обрабатывают мягкую сталь, алюминий, пластмассу.
Намного лучшие показатели красностойкости у инструментальной стали с добавлением легирующих элементов:
- кремния;
- марганца;
- ванадия;
- вольфрама;
- хрома.
Металлорежущие инструменты, изготовленные из подобного материала, например, плашка для нарезания резьбы или метчик протяжка, обладают более высокими режущими свойствами. Обрабатываемость намного лучше, чем у углеродистых сталей. Красностойкость с легирующими добавками также имеет отличные показатели.
Способы соединения изделий между собой
Соединение деталей, узлов, механизмов между собой используют все сферы промышленности и народного хозяйства:
- машиностроительные предприятия;
- изготовители станков;
- нефтегазовая сфера;
- легкая промышленность;
- пищевая отрасль.
Существует множество способов соединения различных частей машин. Наиболее распространенные из них:
- сварные соединения;
- методы склеивания;
- вулканизация;
- сборка заклепками;
- болты с гайками на резьбе.
Последний способ наиболее универсальный, простой, недорогой.
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком:
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 — основной шаг резьбы.
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один — в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
Что делать со сломанным метчиком
Выполняя ручное нарезание резьбы, иногда ломают метчик для глухих отверстий. Его не сложно выкрутить назад. Для этого существует несколько способов.
- Если из отверстия торчит длинный обломок, необходимо захватить его пассатижами, зажать в тисках, и выкрутить против часовой стрелки.
- Просунуть через канавку метчика кусок толстой проволоки, согнуть края и выкрутить остаток инструмента против часовой стрелки.
- Разломить оставшийся обломок ударами молотка по закаленному керну и извлечь осколки пинцетом.
- Нагреть деталь с обломком в печи, дать остыть вместе с ним, отожженный метчик высверлить.
- Сварить оправку со штырями, которые по диаметру войдут в канавки сломанного инструмента. Выкрутить его по часовой стрелке.
- Приварить к обломку стальной согнутый прут и выкрутить его из отверстия.
Нарезать резьбу собственными руками несложно. Для этого потребуется минимум инструментов и материалов. Каждый раз перед проведением работ, необходимо ознакомиться со справочными данными из таблицы для нарезания резьбы, чтобы сделать отверстие нужного диаметра с правильным шагом.
Читайте также Как определить шаг резьбы без резьбомерапо теме: как нарезать резьбу метчиком
Источник: https://stroim.guru/instrumenty/metchik-dlya-narezki-rezby.html
Pereosnastka.ru
Нарезание резьбы плашками
Категория:
Нарезание резьбы
Нарезание резьбы плашками
При нарезании резьбы плашками необходимо правильно выбирать диаметр нарезаемого стержня. Установлено, что лучшего качества резьба получается тогда, когда диаметр стержня на 03—0,4 мм меньше наружного диаметра резьбы.
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чистую поверхность; нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как в этом случае сильно изнашиваются плашки.
Операция нарезания резьбы производится следующим образом. Стержень зажимают в тисках, сверху накладывают на него плашку и начинают ее вращать по часовой стрелке (если это правая резьба). Если диаметр стержня выбран правильно, резьба получится полной и чистой (рис. 215), если диаметр больше требуемого, плашка не будет навинчиваться на стержень. Попытки применить силу могут кончиться только порчей стержня или срывом резьбы у плашки. Если же диаметр стержня меньше нормального, то получится неполная резьба.
Рассмотрим два примера нарезания резьбы на стержнях.
Нарезание на конце стального стержня резьбы М12 круглой плашкой.
Работу надо выполнять так:1) отмерить на конце стержня длину нарезаемой части;2) зажать стержень в тисках;3) опилить конец стержня на диаметр 11,8 мм (не менее 11,76 и не более 11,88 мм);4) опилить торец стержня и закрепить плашку;5) вставить в вороток и закрепить плашку;6) смазать стержень маслом и на конец стержня надеть плашку;7) слегка нажимая на плашку, поворачивать ее на 1—V/2 рабочих оборота (по ходу нарезания) и на ‘Л или Ц2 оборота назад: нажимать на плашку вниз (при рабочем ходе) по тех пор, пока она сама не пойдет по резьбе;8) нарезав резьбу, свинтить и снять со стержня плашку;9) протереть резьбу чистой тряпкой;
10) проверить резьбу резьбовым кольцом или гайкой.
Нарезание на конце стального стержня резьбы Ml6 раздвижной плашкой.
При выполнении этой работы необходимо:1) отмерить на конце стержня длину нарезаемой части;2) зажать стержень в тисках и опилить его конец на диаметр 35,8 мм (не менее 15,70 и не более 15,82 мм);3) опилить торец;4) запилить фаску на торце;5) надеть клупп с раздвижными плашками на стержень, смазав стержень маслом;6) поджать винтом подвижную плашку настолько, чтобы резьба плашек врезалась в металл примерно на 0,2—0,5 мм;7) поворачивать клупп на 1—1 ‘/г оборота по часовой стрелке и на ‘Д—’/г оборота обратно;
нарезав резьбу, свинтить клупп на конец стержня; вновь поджать плашку винтом и пройти резьбу второй раз;Рис. 1. Нарезание резьбы плашкой: а—затачивание на конус конца нарезаемого стержня, б — получение полной резьбы у стержня, диаметр которого немного меньше наружного диаметра резьбы
9) резьбу калибром, или, в крайнем случае, гайкой;10) повторять проходы до получения полной резьбы, причем на последних двух проходах немного поджимать плашку, при каждом проходе наносить на стержень смазку;
11) проверить окончательно готовую резьбу калибром или гайкой.
Закончив нарезание резьбы, надо вынуть плашку из клуппа, удалить с ее половинок стружки, затем протереть плашку промасленной тряпкой и положить на место (или сдать в кладовую).
Клупп устроен так, что помещающиеся в его корпусе четыре плашки могут одновременно сближаться к центру и расходиться от него. Для передвижения плашек служит имеющаяся в клуппе специальная поворотная часть — планшайба. Точная установка плашек на нужный диаметр производится по делениям на корпусе клуппа. После установки плашек на диаметр их положение закрепляют нажимом особой «собачки». Нарезав резьбу, клупп не свертывают с трубы, а рукояткой планшайбы раздвигают плашки: клупп тогда свободно снимается с трубы.
Кроме четырех режущих плашек, в клуппе имеются три направляющие плашки (гладкие, без резьбы), обеспечивающие устойчивое положение клуппа на трубе во время его работы. Установка этих плашек по диаметру трубы производится вращением специального винта (червяка) на наружной стороне клуппа.
Рис. 2. Клупп с раздвижными плашками:1 — корпус клуппа, 2 — раздвижные плашки, 3 — рукоятки для сближения и раскрытия плашек, 4 — рукоятки для вращения клуппа, 5 — червяк для точной установки плашек на размер резьбы
Для нарезания резьбы конец трубы закрепляют в прижиме. Выдвинутую часть конца, на которой будет нарезаться резьба, смазывают маслом (олифой). После этого на конец трубы, на длине не более двух-трех ниток резьбы, устанавливают клупп, сближают плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в несколько проходов. Для диаметров до 1 дюйма ограничиваются двумя проходами; при диаметрах свыше 1 дюйма хорошую резьбу можно получить только с трех проходов.
Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружек и вновь смазывать маслом. Вращение клуппа вокруг трубы обычно производится в четыре приема ; за каждый прием нужно описать угол не более 90°.
Резьбу диаметром до 1 1/2 дюйма нарезает один человек, при больших диаметрах работают вдвоем. При спаренной работе полный оборот клуппа надо делать в четыре приема.
Длину нарезанной части трубы в ходе работы определяют либо по длине куска трубы, вышедшего из плашек с обратной стороны клуппа, плюс ширина плашек, равная длине заключенной в них части трубы, либо при помощи трубчатого упора, который надевают на трубу впритык к прижиму. Когда необходимая длина пройдена, дальнейшее перемещение клуппа ограничивается упором.
После окончания работы клупп с плашками надо тщательно протереть и смыть олифу, после чего смазать клупп минеральным маслом.
Читать далее:
Механизированное нарезание резьбы
Источник: http://pereosnastka.ru/articles/narezanie-rezby-plashkami
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
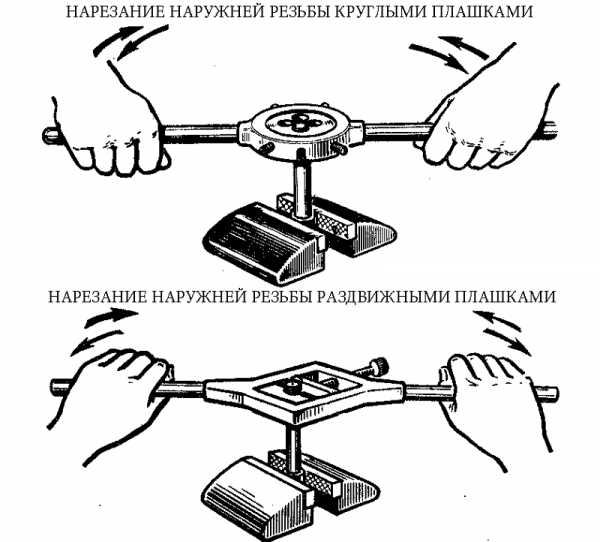
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой):
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки. Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы. Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Читайте также Резьба витворта таблицаОхлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
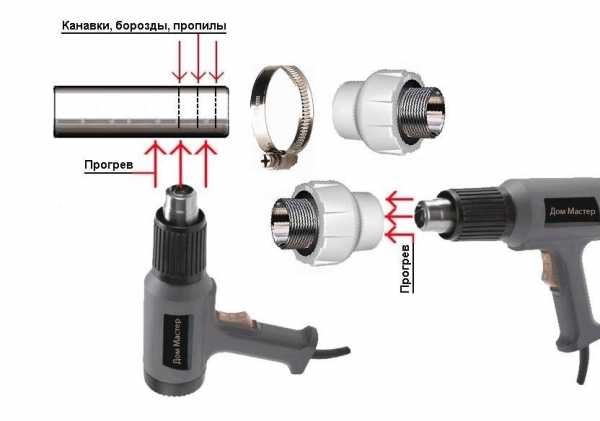
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки. Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой. Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Нарезка резьбы на фитингах выполняется так же, как и нарезка отверстий метчиком. Только метчик для нарезки фитингов имеет трубную резьбу, причем в комплект трубных метчиков входят два метчика.
Источник: http://mechanicinfo.ru/kak-narezat-naruzhnuyu-rezbu-narezka-rezby-na-trubax-i-fitingax-plashka-klupp/
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.
Метчики для нарезки резьбы
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Слесарные
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска.
Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются.
Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.
Метчики ручные комплектные
Машинные или машинно-ручные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.
Метчики машинно-ручные тройные
Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму.
Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму.
При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 3266-81 Метчики машинные и ручные. Конструкция и размеры Скачать
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Метрические
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Дюймовые
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Трубные
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
- высокоуглеродистые инструментальные стали (У10А, У12А и др.) – для ручных инструментов;
- быстрорежущие стали (Р6М5, Р6М5К5 и др.) – для машинных;
- твердые сплавы – для метчиков, работающих в комплекте с высокопроизводительным оборудованием.
Источник: http://met-all.org/oborudovanie/prochee/metchik-dlya-narezki-rezby-tablitsa-razmerov-vidy-gost.html
Как нарезать резьбу на трубах
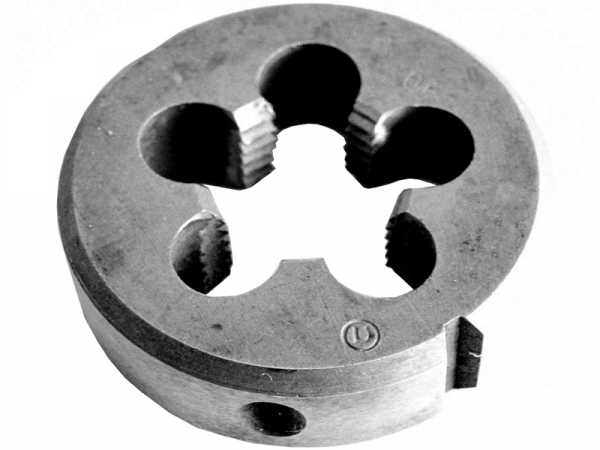
Плашка, или как ее еще называют лерка, служит для нарезания резьбы на различных поверхностях. Как правило, эти поверхности круглые. Однако есть некоторые виды лерок, о чем речь пойдет немного ниже, которые предназначены не только для цилиндрических круглых изделий.
Плашки для нарезки резьбы
Надо сказать, что лерка служит для нарезания только наружной резьбы на трубах или на любых других материалах. Для нарезания же внутренней резьбы служит такой инструмент, который называется метчиком.
Вернуться
Классификация лерок
Сегодня промышленность выпускает большое множество различных плашек для нарезки винтового соединения. Понятно, что все они различаются по многим признакам. Кроме такого явного различия, как размер, существует и еще ряд признаков, на основе которых можно произвести классификацию:
- Форма;
- Конструкция корпуса;
- Способ нарезания резьбы.
Есть, конечно, и иные различия, но вышеприведенные – это наиболее явные.
По форме могут различать такие виды:
- Трубчатые;
- В виде шестигранников;
- В виде квадрата;
- Круглые.
Плашки для нарезки резьбы метрической и дюймовой
По конструкции различают следующие:
- Цельные;
- Разрезные;
- Раздвижные.
По способу нарезки резьбы делятся на такие виды:
- Для круглой резьбы. Изготавливаются по гост 13536-68;
- Для цилиндрической. Изготавливаются по гост 9740-71;
- Для конической. Изготавливаются по гост 6211-81;
- Для дюймовой регламентирующим является гост 61111-52, а для метрической – гост 9150-81.
Плашкодержатель
Наибольшее распространение получили материалы круглой формы. Они позволяют делать резьбу всего за один проход. Например, раздвижные плашки для нарезки резьбы иной формы, могут гарантировать качество только после трех-четырех проходов. Однако есть у них и недостаток. Например, их использование рекомендовано только тогда, когда к резьбе на трубах или иных предметах предъявляются требования присущие не выше второго класса точности.
Плашки круглой формы (гост 13536-68) позволяют изготовить резьбу мелкого и крупного шага, как в метрической системе исчисления, так и в дюймовой.
При работе важно учесть, что на диаметр стружечных отверстий и на размеры самой изготавливаемой резьбы напрямую влияет наружный диаметр плашки для нарезки резьбы.
Вернуться
Сразу нужно сказать, что все подобные инструменты используются только вместе со специальными держателями.
Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм до 42.
Инструмент для нарезки резьбы
Как уже было сказано ранее, есть инструменты, которые способны нарезать резьбу на трубе в метрической и дюймовой системе исчисления. Вышеуказанные размеры приведены для метрической системы. На корпусе всегда будет присутствовать маркировка в виде буквы «М». Полное же обозначение будет содержать еще и шаг резьбы, то есть 8,10 и так далее.
Выглядеть это будет так: М8, М33 и так далее.
Вернуться
Шаг резьбы
Выше была приведена маркировка, например М8. В общем смысле эти два символа неразлучны, так как вместе они обозначают шаг резьбы.
Шагом называется расстояние между двумя соседними витками. Каждая из отдельно взятых плашек имеет основной шаг и дополнительный. Все дополнительные шаги всегда меньше основного.
Для примера, рассмотрим шаг М12. Основной шаг равен значению 1,75. При виде маркировки М12 данное значение принимается по умолчанию. Если шаг другой, то на корпусе будет указан какой именно. Например, М12*1,5, так же может быть значение 1, 0,75 и 0,5.
Плашки М20
На данный момент существует сразу несколько различных основных шагов, которые приведены в таблице:
| М3 | 0.5 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1 |
| М7 | 1 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14 | 2 |
| М16 | 2 |
| М18 | 2.5 |
| М20 | 2.5 |
| М22 | 2.5 |
| М24 | 3 |
| М27 | 3 |
| М30 | 3.5 |
| М33 | 3.5 |
Вернуться
Левая плашка
Иногда возникает ситуация, когда необходима левая резьба на трубе. Для этого и существует такой инструмент, как левая плашка для нарезки резьбы. Надо сказать, что ее использование крайне редкое. В большинстве случаев такая резьба нужна тогда, когда элемент постоянно находится во вращении.
Объяснить это просто. Мы привыкли, что все вращение направлено по часовой стрелке. И если винт будет правым, то элемент будет постоянно раскручиваться.
По внешнему виду все подобные левые инструменты ничем не отличаются от стандартных. Различие заключается только в маркировке, на левых всегда стоит «LH».
Вернуться
Трубные плашки
На водопроводной трубе резьба немного отличается от обычной, прежде всего размерами. Связано это с тем, что привязка идет от дюйма. Только есть одна загвоздка. Если труба имеет 10 дюймов, то это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Ее диаметр будет коло 33 миллиметров. Связано это с тем, что перевод в метрическую систему сопровождается добавлением двух толщин стенок.
Трубные плашки
Чтобы такой путаницы не возникало и с плашками, их начали выпускать отдельно для водопроводных труб. Отличить их от стандартных довольно легко – на корпусе присутствует маркировка в виде латинской буквы «G».
Таким образом, получается, что есть лерки на G1/2, G ¾, и так далее.
Вообще же трубные инструменты позволяют изготовить нарезку на трубе с размерами от G1/8 до G2.
Вернуться
Конические (дюймовые) инструменты
Это те же, что и в предыдущем случае приспособления. Только на трубе делают не цилиндрическую резьбу, а коническую. На корпусе имеется маркировка в виде буквы «К».
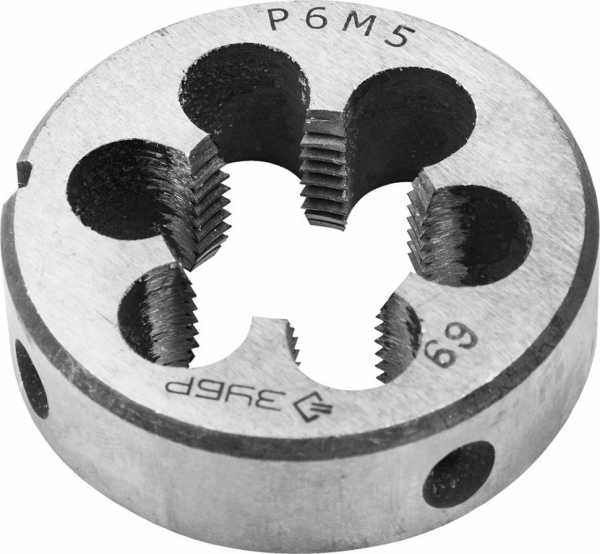
Все подобные изделия, как собственно и метчики, изготавливаются из трех типов стали:
Эти виды стали сегодня используются чаще всего. А вот такой вид, как Р18, встречается довольно редко, но он был очень распространен во времена СССР.
Сразу нужно оговориться, что все старые изделия, которые имеют на своем корпусе знак качества СССР, по качеству лучше, чем современные.
Конические плашки
Вернуться
Правила использования
Для изготовления винта на трубах потребуется набор плашек (гост 9740-71), вороток, то есть плашкодержатель, и зажим для труб.
Из набора инструментов выбирается та лерка, которая подходит по диаметру и шагу.
Если визуально определить необходимую не удается, на корпусе, как правило, сбоку, имеется соответствующая маркировка.
Необходимо не забыть и про то, что винт может быть как правым, так и левым.
Сам процесс начинается с подготовки трубы. Для этого с трубы снимают фаску, что легче всего сделать напильником. После этого на обрабатываемое место наносится любой смазывающий компонент. Это может быть и растительное масло, и моторное, и даже обычное сало.
Дальше плашка для нарезки резьбы, которая предварительно должна быть закреплена в плашкодержателе, подносится к трубе. Ею делается не меньше, чем полных два витка, направление которых совпадает с направлением резьбы.
В процессе этой работы, второй рукой необходимо сверху надавливать на лерку, чтобы та могла врезаться в металл. Как только это происходит, то дальше можно продолжать навинчивать до необходимой глубины.
Однако навинчивание не должно быть однонаправленным. Лучше всего делать пару оборотов вперед и хотя бы пол оборота обратно.
Проверка работы осуществляется простым навинчиванием гайки нужного размера и с нужным шагом.
Плашки для метрической резьбы
Надо сказать, что наиболее качественная и точная нарезка получается у разрезной плашки. Она имеет стопорное кольцо, с помощью которого есть возможность регулировки диаметра резьбы.
Есть и еще один нюанс с трубами. Например, они могут иметь несколько видов винтовых соединений:
- Упорное, то есть когда на соединяемые элементы оказывается постоянное большое одностороннее давление;
- Прямоугольное, то есть когда на соединяемые элементы находятся в движении;
- Трапециевидное;
- Треугольное.
Любой из этих видов изготавливается в последовательности, описанной выше.
Вывод: Как видно, винт используется повсеместно, так как это довольно надежный многоразовый способ крепежа. По этой причине и инструментов, которые способны нарезать резьбу, как внешнюю, так и внутреннюю, довольно много. Каждый из них имеет свои отличия и свои спецификации применения. Кроме того, каждый из них имеет свой ГОСТ, который регламентирует их изготовление.
Вернуться
Нарезка резьбы на трубе
Интересное по теме:
Источник: http://VseOTrubax.com/montazh-i-remont/rezbovoe-soedinenie/kak-narezat-rezbu-na-trubax.html
Как нарезать резьбу плашкой?
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Виды плашек для нарезания резьбы - технические характеристики и свойства плашек
Болтовое соединение можно по праву назвать самым распространенным видом крепежа. Но даже самая качественная резьба со временем приходит в негодность. Выходом из такой ситуации может быть обращение к слесарю или самостоятельное нарезание резьбы.

В обоих случаях для этого потребуется набор плашек или лерок – ручных инструментов для нарезания наружной резьбы. С их помощью можно быстро восстановить износившийся метиз или получить ответную деталь для уже имеющейся шпильки или болта.

Классификация плашек
В магазинах и мастерских можно найти достаточно много разновидностей плашек. Рассмотрим общую классификацию инструментов по конструктивному исполнению, типу формируемой резьбы и направлению витков.

Конструкция
Первым признаком, отличающим одну лерку от другой, является конструкция корпуса. В соответствии с этим выделяют:
- Круглые плашки. Корпус представляет собой цельное кольцо, через которое проходит обрабатываемая заготовка. Благодаря высокой жесткости получается качественная резьба с хорошим профилем витков.
- Раздвижные плашки, состоящие из двух частей, предназначены для получения резьбовых поверхностей различного диаметра.
- Разрезные – разбег диаметров резьбы составляет 0,1-0,3 мм. Поэтому их целесообразно использовать для неточных резьб.









Направление резьбы
Резьба может быть правой (нитки нарезаны по часовой стрелке) или левой (против часовой). Так же различают и плашки:
- Правые. Используют для резьбонарезания на болтах, осях, винтах.
- Левые. Используются сравнительно реже в специфичных автомобильных элементах, вращательных механизмах и там, где правосторонняя нарезка раскрутится. На фото плашек можно увидеть маркировку латинские буквы «LH».

Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.

Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.

Так, обозначение G 1/2” значит, что перед нами лерка для трубной резьбы на полдюйма. Нашли широкое применения для патрубков отопительного оборудования и систем водоснабжения. Диапазон размеров от G 1/8” до G 2”.

Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков. 





Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.

Плашкодержатели
Чтобы нарезать резьбу, одной лерки недостаточно. Понадобится еще вспомогательное устройство для зажима и удержания корпуса плашки – плашкодержатель.

Одно приспособление рассчитано сразу на несколько типоразмеров – для мелких, средних и больших резьб. Плашка устанавливается внутрь держателя и фиксируется винтом.

Материал
Для изготовления применяют быстрорежущие стали Р6М5 и Р18. Они оптимальны по соотношению «цена-качество», имеют длительный период стойкости и хорошо справляются с бытовыми задачами и мелким ремонтом.

Для производственных условий больше подойдут инструменты с твердосплавными режущими кромками. С их помощью можно получить резьбу на высоколегированной стали.

Как нарезать резьбу плашками
Нарезание резьбы метчиками и плашками – дело не хитрое, если знать несколько нюансов.
Подберите из набора плашек тот типоразмер, который будет соответствовать диаметру, шагу, направлению и виду резьбы. Подготовьте деталь к нарезке. Сточите небольшую фаску (притупление) на торце напильником. Это необходимо для лучшего врезания инструмента. Для этой же цели можно смазать заходной участок маслом.
Вставьте плашку в держатель, закрепите винтом от проворачивания. Установите инструмент на деталь и выполните 2 оборота, второй рукой слегка нажимая на плашку.
После того, как кромки врезались в металл, выполняйте вращательно-поступательное движение (2-3 оборота вперед и пол-оборота назад) до конца резьбового участка.
Постоянно контролируйте положения плашкодержателя по отношению к детали. Он должен находиться перпендикулярно, без наклона. Проверить правильность нарезанной резьбы можно путем свинчивания с ответной деталью или с помощью резьбового калибра.

Фото плашек для нарезания резьбы


































Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях ;)
Размеры плашек (лерок)
главная ⇒ строймат ⇒ инструменты ⇒ обработка металла
Наружная резьба выполняемая плашками разделяется на два стандартных вида:
- трубная (измеряется в дюймах, применяется в 90 % случаев);
- метрическая (выполняется на прутах).Размер метрических плашек:
Метрические плашки измеряются в мм, в маркировке присутствует буква М. Обозначение на плашке М12 означает что данное изделие предназначено для нарезки резьбы 12 (мм).
Общие параметры:
- диаметр резьбы: от М1 до М68;
- шаг резьбы: для каждого номера существует до 4 разных шагов; - диаметр плашки: от 12 (мм) до 120 (мм); - толщина плашки: от 3 (мм) до 22 (мм); - тип резьбы: левая и правая; - основной ГОСТ: ГОСТ 9740-71.Размер плашек для трубной цилиндрической резьбы:
Лерки для нарезки трубной резьбы измеряются в частях дюйма и обозначают наружный диаметр трубы.Общие параметры:
- диаметр резьбы: от 1/16 дюйма до 2 1/4;
- наружный диаметр резьбы: от 7.723 (мм) до 65.710 (мм); - диаметр плашки: от 25 (мм) до 9 (мм); - толщина плашки: от 120 (мм) до 22 (мм); - основной ГОСТ: ГОСТ 9740-71.Основные нормативные документы:
- ГОСТ 13536-68: круглая резьбы;
- 9740-71: цилиндрическая резьба; - 6211-81: коническая резьба; - 61111-52: дюймовая резьба; - 9150-81: метрическая резьба.| Плашка | 10 - 11 (мм)12 - 16 (мм)16 - 20 (мм)22 - 24 (мм) 25 - 36 (мм) | 30 (мм)38 (мм)45 (мм)55 (мм) 65 (мм) | 11 (мм)14 (мм)18 (мм)22 (мм) 25 (мм) |